
TECH: Remanufacture, Balance, Blueprint Your Crankshaft
The OEM crankcases from 1999–2002 utilized double tapered Timken bearings as the output shaft side main bearings. They have proven to be a very stable environment for a crankshaft to operate within for decades but require attention to detail of setup on final assembly. DHC is confident with a new set of Timken bearings and the correct end play it will be a strong foundation to this build.

Standard procedure is to measure all main bearing bores for concentricity and replace all bearings within the crankcase with quality bearing replacements. If this were a late-model case, the customer might ask to utilize the DHC Timken bearing upgrade procedure and conversion insert in a high-horsepower application. These cases are in good shape and will be fine utilizing OEM-engineered main bearings.

From here, the crankshaft goes to Mark Bruggink in the crankshaft room where it will go through a 31-step measurement process to make sure all bearings, bearing races, and surfaces are capable of attaining the goal of a 100,000-mile life span.
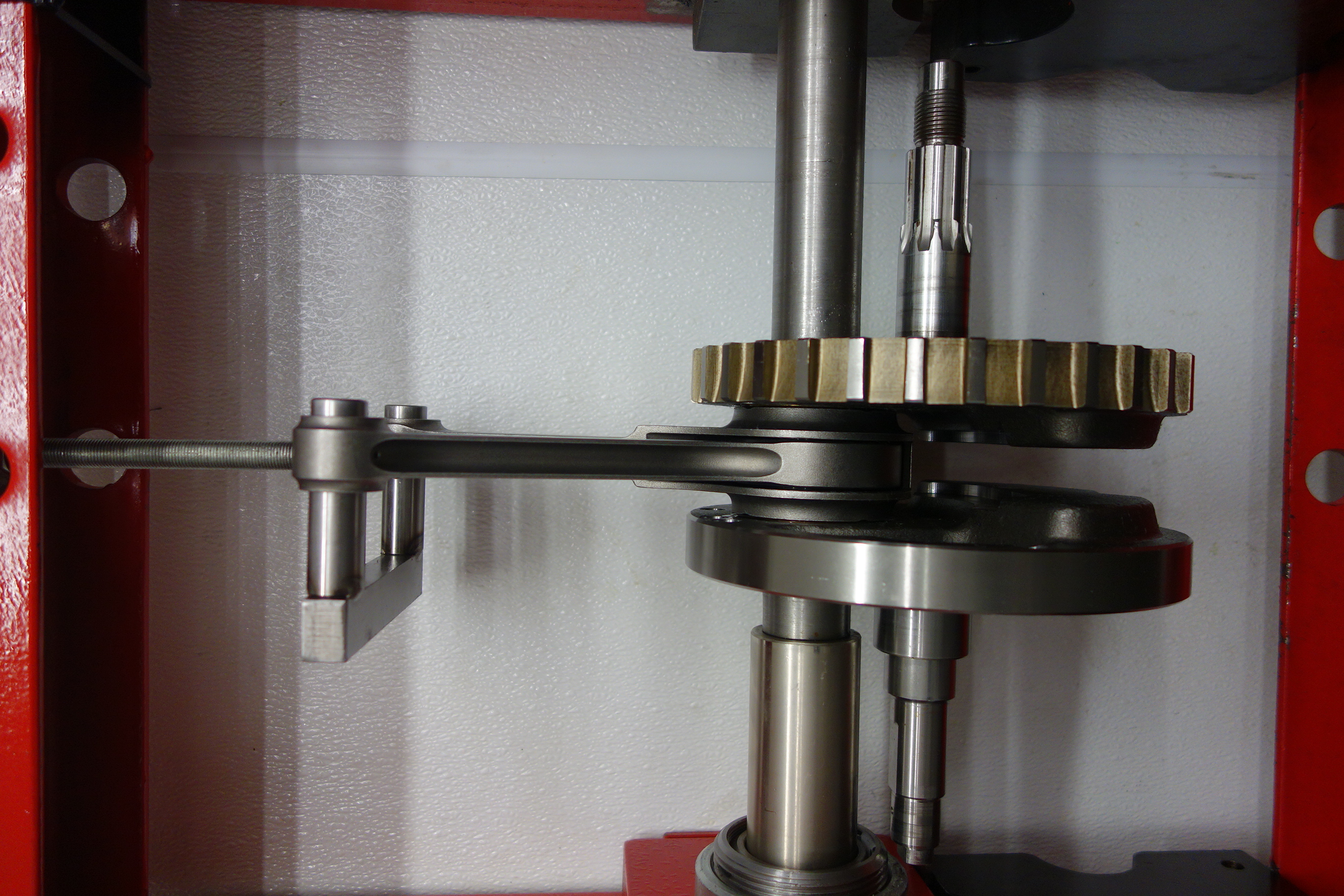
In order to accommodate for the DHC H-beam-style rod upgrade, they need clearance of the stock flywheel halves for the swing of the DHC stout rod base. This is done before balancing so we do not disturb the weight distribution later. The goal with every crankshaft DHC works on is a 100,000-mile life span. Its benchmark for stock OEM rods is a 150,000-mile life span. So when DHC sees higher-mileage crankshafts that will exceed that benchmark, an upgrade is recommend.
Since this motor build will be using a Dave Mackie Megasphere 107-inch top end, DHC contacted Dave and Monte at Dave Mackie Engineering, and they supplied DHC with the exact piston weight in grams, expected compression ratio, and cams this build will be utilizing so they could design the proper balance factor and corresponding bob-weight to utilize when balancing the flywheel halves.

Since this motor build will be using a Dave Mackie Megasphere 107-inch top end, DHC contacted Dave and Monte at Dave Mackie Engineering, and they supplied DHC with the exact piston weight in grams, expected compression ratio, and cams this build will be utilizing so they could design the proper balance factor and corresponding bob-weight to utilize when balancing the flywheel halves.

Each individual part within the crankshaft assembly is taken into account when DHC performs its balancing procedures. They have a truly unique balancing machine that was developed by balancing industry engineers and is capable of spin balancing each flywheel half. To our knowledge, this is the only machine that produces a spin-balanced flywheel half in the industry. This is important to the accuracy when developing a dynamically balanced crankshaft and a smooth lower end.

After this crankshaft has been balanced, all parts will pass through a final inspection in the crankshaft clean and assembly room. All bearings and surfaces are measured at a common and consistent temperature to ensure that every part is accurately sized for its proposed build. Racing applications require a larger stack-up tolerance for more horsepower and faster break-in than street applications. For common street applications DHC will tighten tolerances for quieter operation and better longevity.

Final inspection clears all parts for assembly where DHC uses its fixturing and processes to accurately assemble the crankshaft assembly. These methods have been developed over 15 years of Twin Cam, Buell, and XL straight-pin crankshaft remanufacturing work.
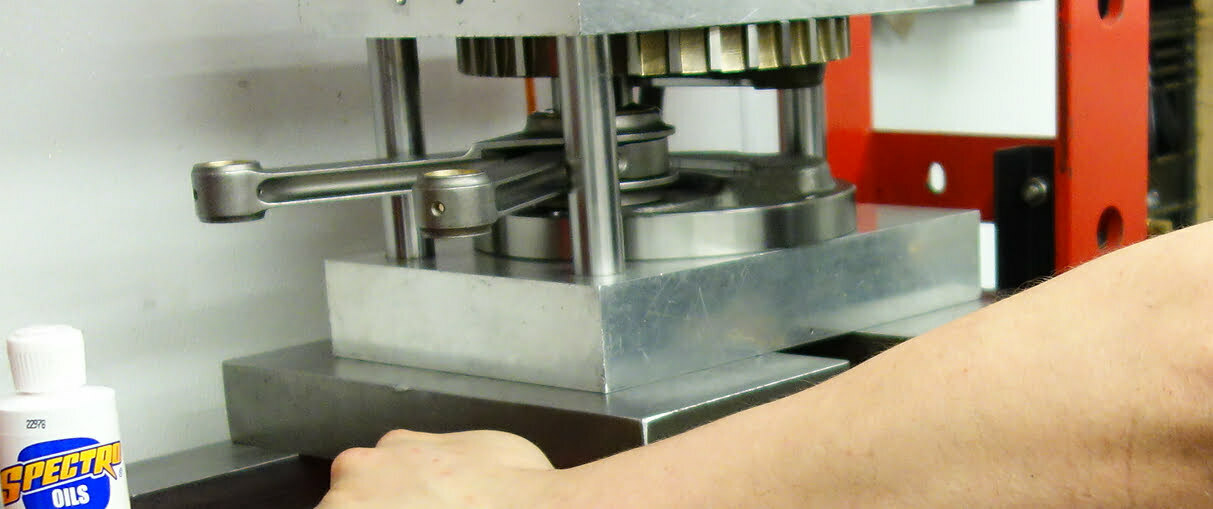
The DHC assembly fixturing includes a number of different hydraulic press configurations that can manipulate crankshaft assemblies without the use of large lead hammers that are essentially a piece of history in assembly and truing straight-pin crankshafts.
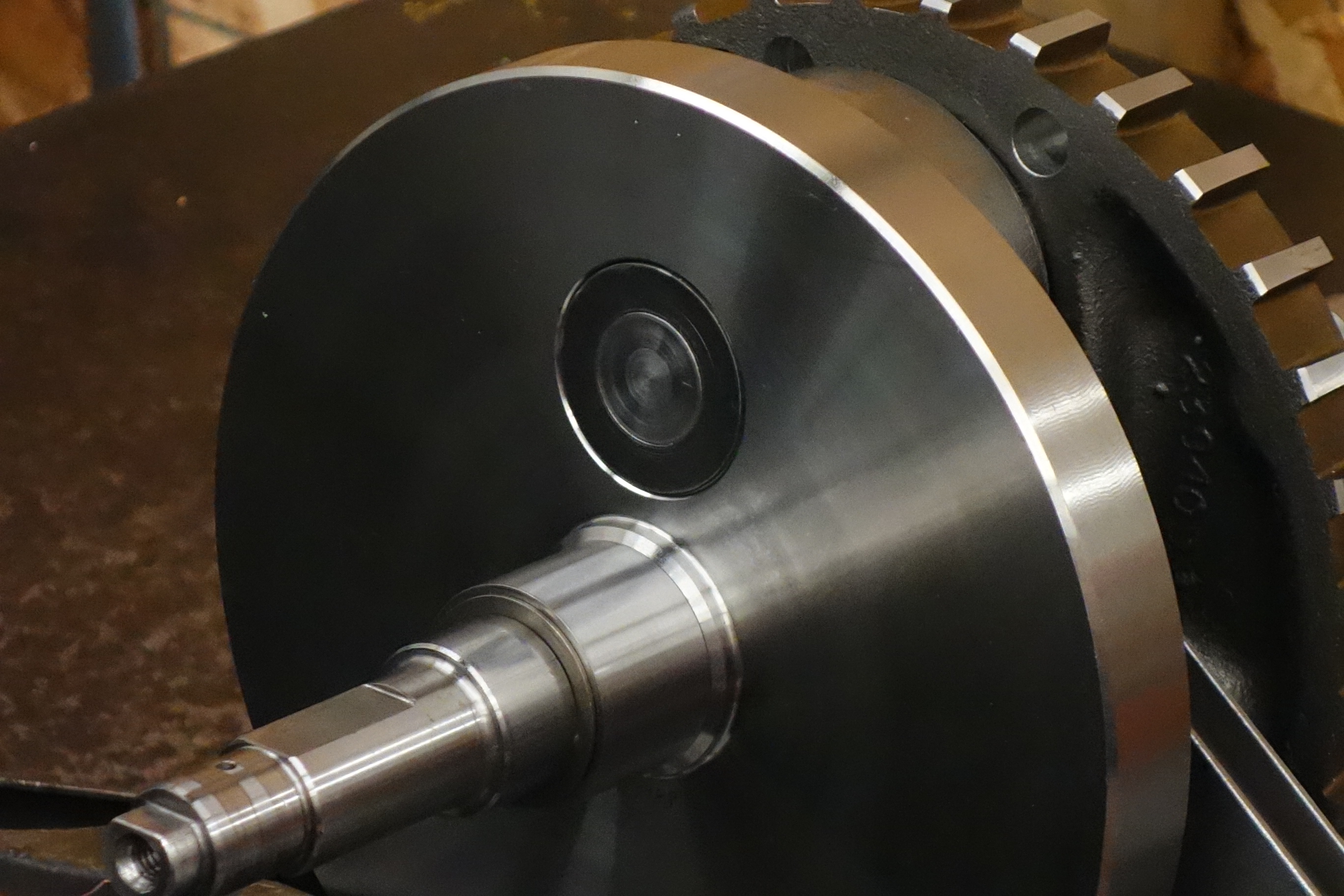
After assembly of the crankshaft, DHC will verify that the crankshaft was assembled true to spec and perform its Pro-Plugging procedure. Darkhorse Pro-Plug is a solid-steel plug that is pressed in at considerable interference fitment to provide structural integrity to the wheels. Centerless ground straight crankpins are hollow by nature and allow for flexing under high loads and high rpm.
Pro-Plugs are a cornerstone to success in the high-performance world of crankshafts, and DHC has since developed the process based off XR750 crankshafts used in the 1980s factory race department.

The forged flywheels are then welded to the crankpins if requested by the customer to provide that little added extra insurance against scissoring a flywheel on the pin. DHC uses a relatively low heat and a short-length stitch weld compared to some in the industry. It’s found that while welding provides a bond to reduce a crankshaft from scissoring on the crankpin, it provides little structural integrity and actually lessons the interference fitment between the flywheels and the crankpin.
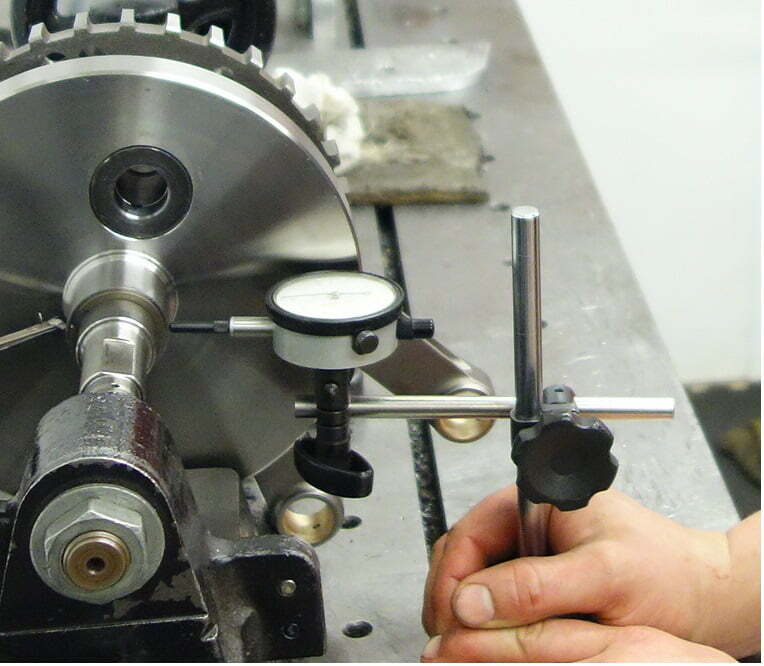
Due to DHC’s stringent specifications, which includes close attention to main bearing races, along with the entire mainshaft trueness from one end of the assembly to the other is extremely important to a properly “dynamically” balanced crankshaft assembly. You can have the best balancing methods in the world, but without proper trueness in mainshafts from race to shaft end, all will be lost when the engine is assembled.
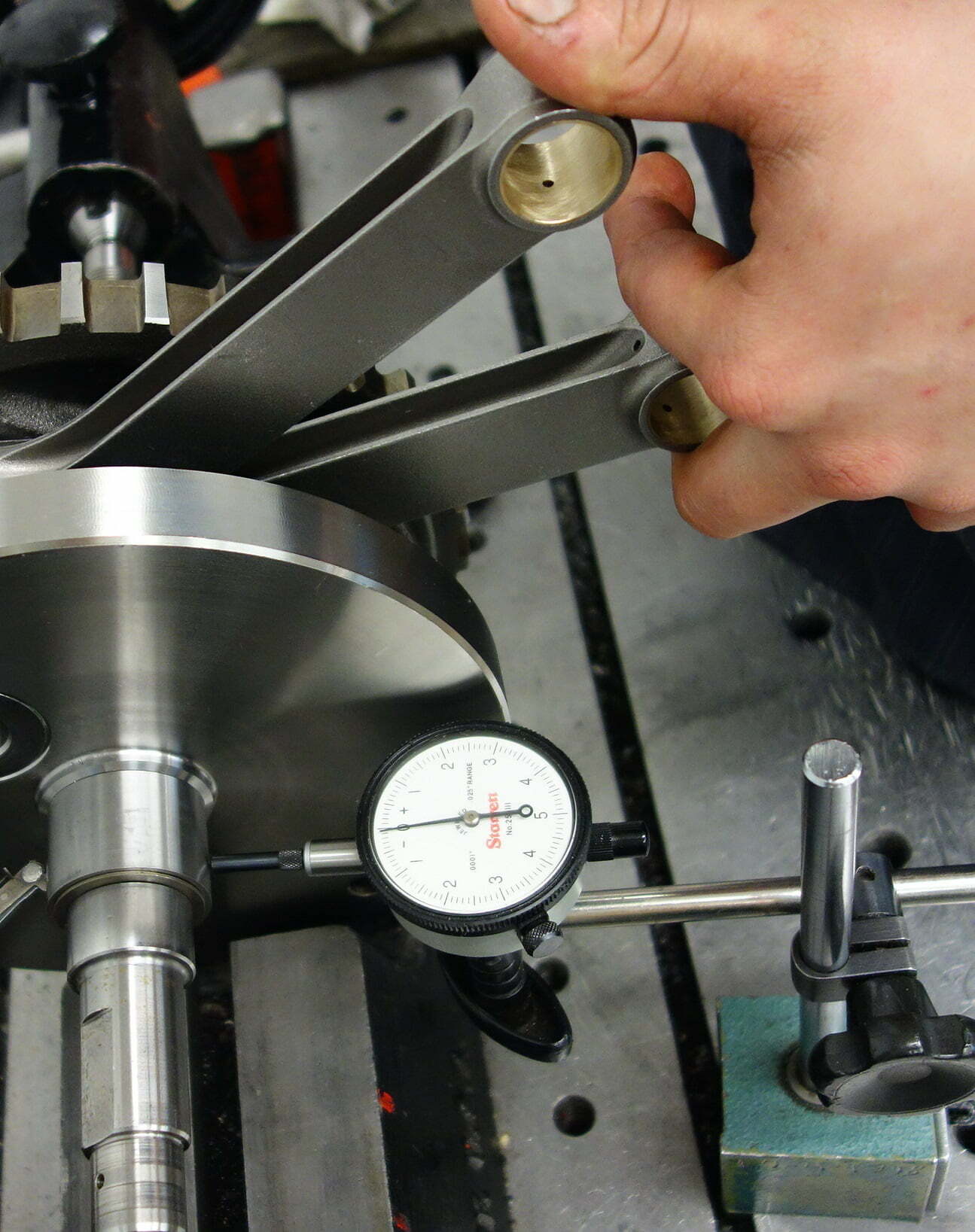
This crankshaft’s finished specs after Pro-Plugging and welding had a total indicated runout of 0.0005 inch at the pinion bearing race and 0.0006 inch at the sprocket-shaft bearing surface. Well within the DHC max tolerance of 0.0015 inch at either main bearing surface.
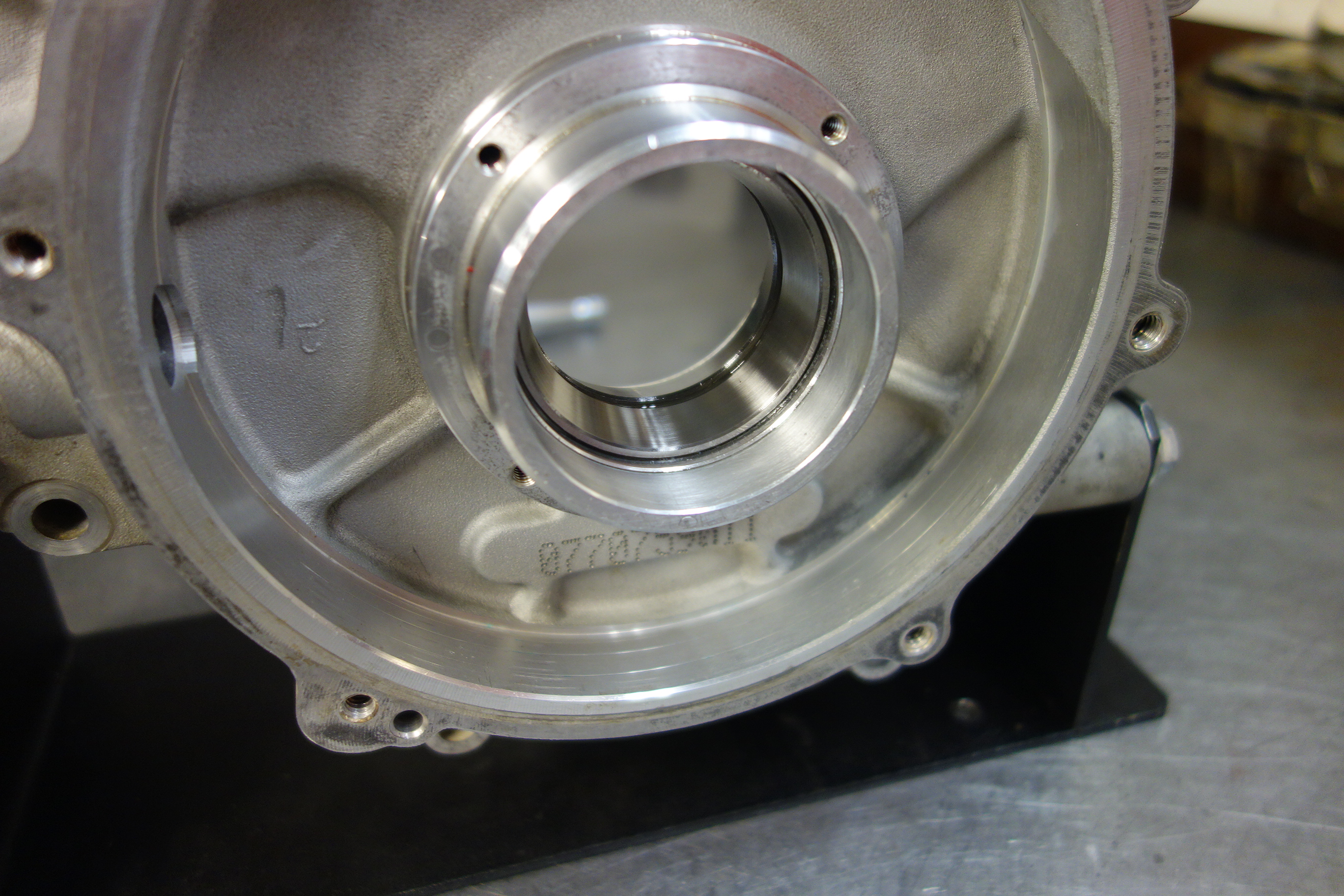
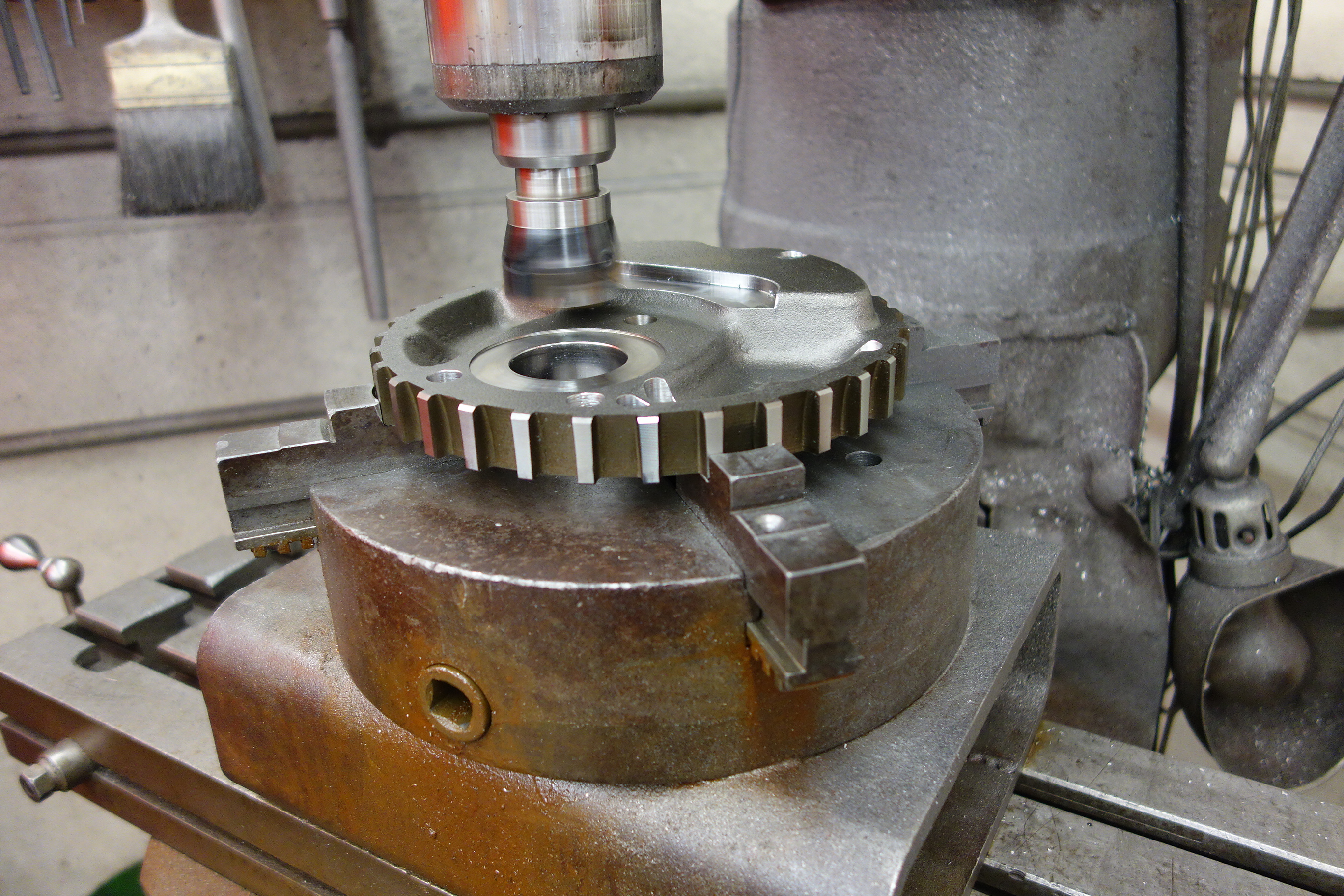
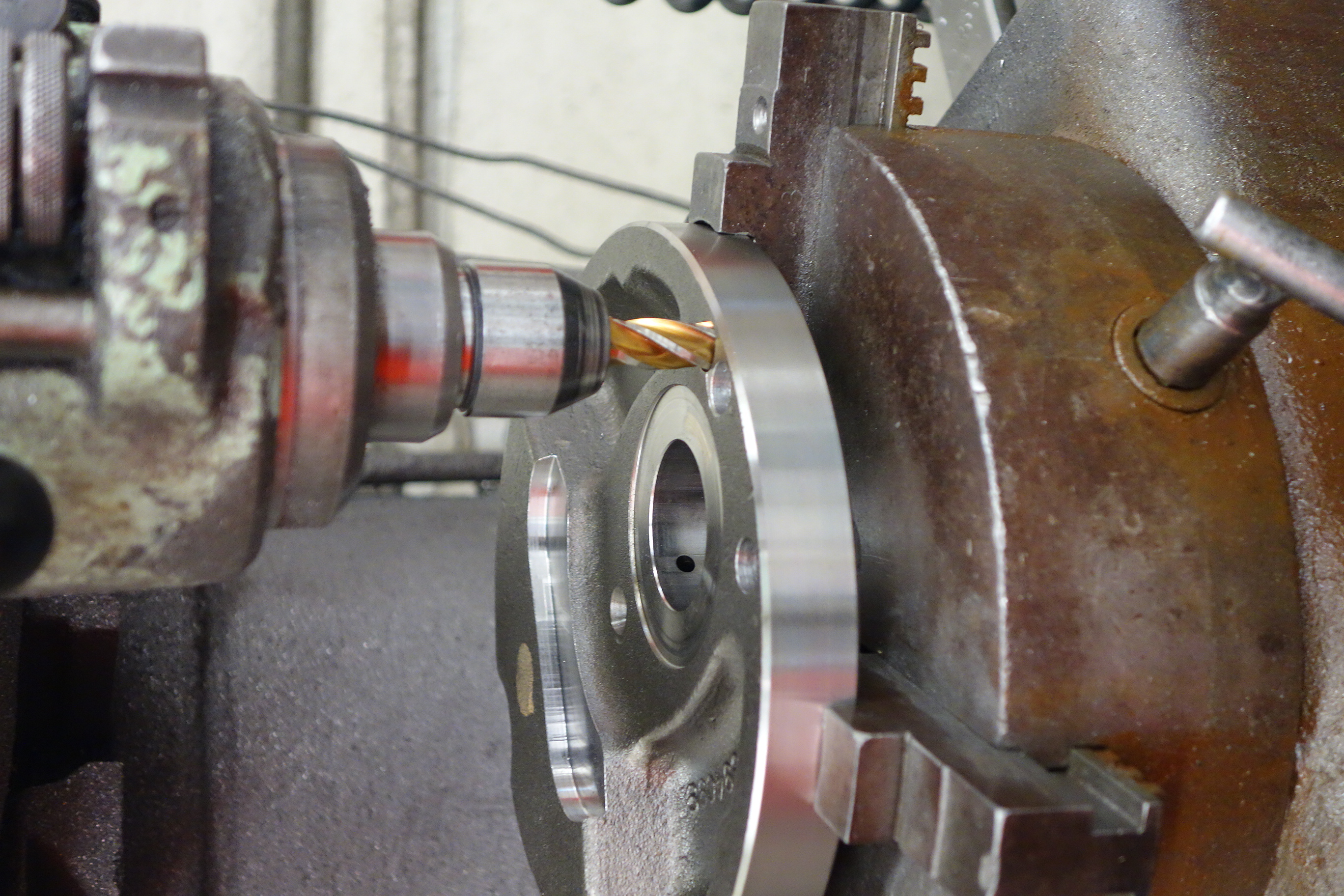
In the early 2000s we began witnessing cam support plate bushings failing when contamination in motors or excessive pinion shaft runout are reached. DHC has developed a line-reaming tool that allows them to replace and bore new cam support plate bushings in perfect alignment with the main bearing bores of Twin Cam cases.
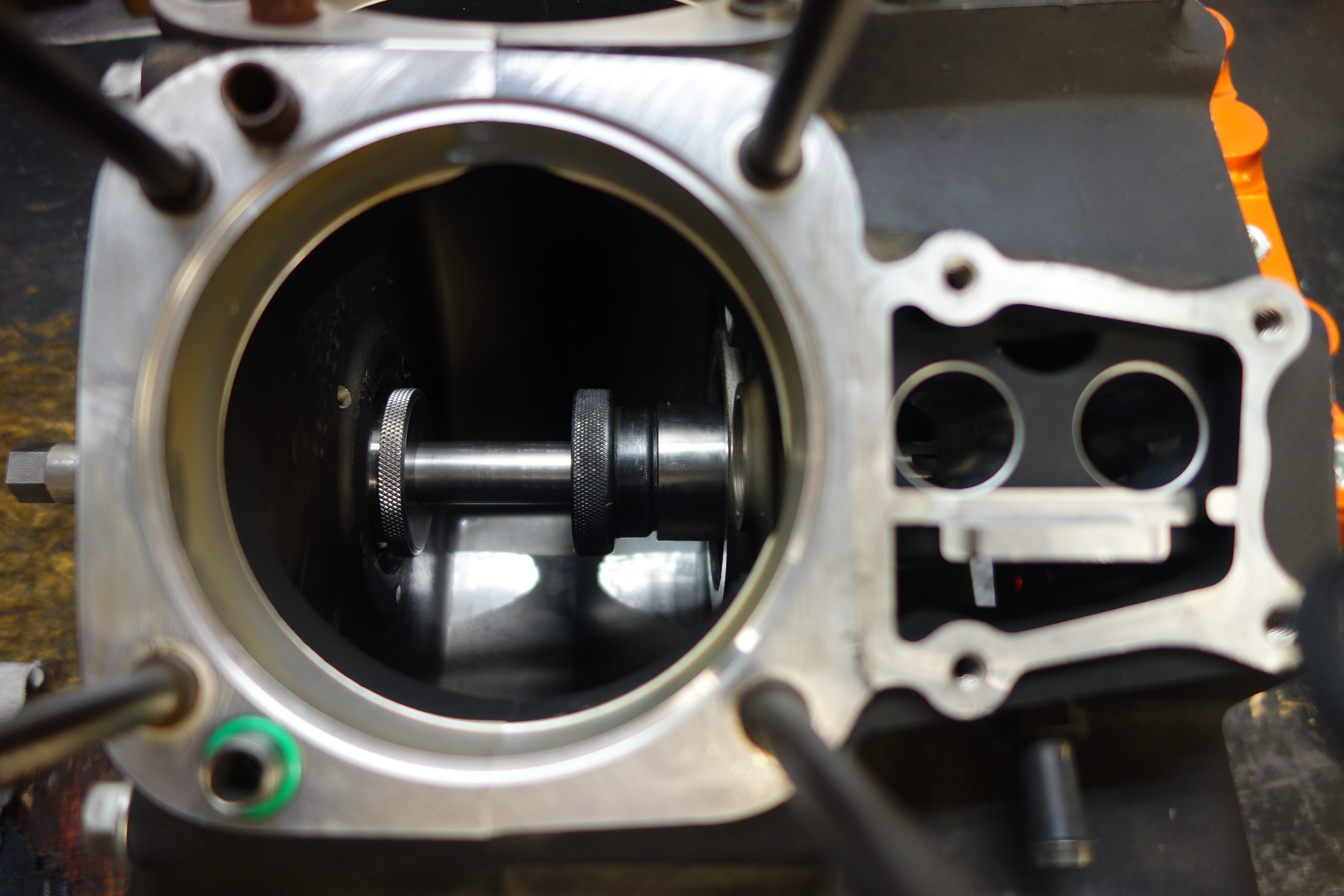
New OEM bushings are undersized from H-D and must be sized correctly. This is the DHC solution to ensuring alignment is proper, and it finds this procedure is critical for the bushing and pinion shaft surface to mate and distribute oil to the crankshaft properly.

Pat or Tyger Hoban is responsible for final assembly. They replace all the bearings in the freshly sonic-cleaned case. New bearings are fit and documented and then infused with assembly lube. Case halves are then assembled with synthetic rubber, semi-drying sealant, and documents. The total indicated runout at the end of the pinion shaft is 0.0005 inch, which is well within the most critical spec to run popular gear-driven camshafts, which is 0.003 inch. From here the cases are given to Brad Hoban in DHC’s shipping department and are on their way back to sunny California for another quality build.
When the guys at Darkhorse Crankworks (DHC) receive a lower end, they take the time to evaluate both the engine and crankcases on teardown. DHC understands it is essential to give its dealers and retail customers the proper information when doing bottom end work. With more than 90 percent of its work being done for dealers, DHC recognizes its relationship with the retail customer on the other side of the counter as well as knowing the importance of the information that needs to be relayed both ways to give that customer the rock-solid foundation he or she expects from DHC. Shop owners and service managers need that communication so they can deliver an engine project within budget—and one the customer expects. The goal is to deliver a lower end that exceeds the dealer’s expectations, so as to continue a partnership with them long term, and that is DHC’s number-one focus.
Pat Hoban, one of the three original Hoban brothers, began as a mechanic in a Harley-Davidson dealership in the 1970s and knows the importance of maintaining a customer base that, if treated right, will pay dividends for many decades. Pat, along with his brothers Tom and Mike, started Hoban Cycle in the summer of 1980 in a small shop behind their parents’ general store in Osman, Wisconsin. Tom Hoban, a journeyman machinist, performed crankshaft work for local dealers and customers in the early ’80s. And the rest, as they say, is history.
Each project build is designed around the individual motor and customer, taking into account items like compression, cams, and riding style. DHC is not a production facility, as its employees take great pride in the individual builds for the end customers, and this focus makes customers happy.
<div class=”st-block quote text-
Notice: Undefined index: st_text_align in C:laragonwwwhotbike-importblocksquote.php on line 1
“>
In this build we are working with a ’99 FXDX Twin Cam “A” motor
DHC has developed a wide-ranging assortment of parts and services from its own proprietary component manufacturing and outsourcing from leaders in the industry. This allows DHC to specialize in remanufacturing of crankshafts and crankcases, while the customer can focus on head configurations, piston and cam profiles, and complete motor builds.
In this build we are working with a ’99 FXDX Twin Cam “A” motor, and we will be using a newly designed Dave Mackie Engineering 107-inch megasphere top end. Utilizing the DHC competition connecting rod upgrade, we will remanufacture, balance, and blueprint the crankshaft for the Mackie combination on the top end.
More info:www.darkhorsecrankworks.com

")

