
Monster Motor | A Look Inside Harley’s 120R Engine

1 As we walked into the manufacturing/assembly portion of the building, we came across engine cases that were waiting to be machined and then put on the assembly line.
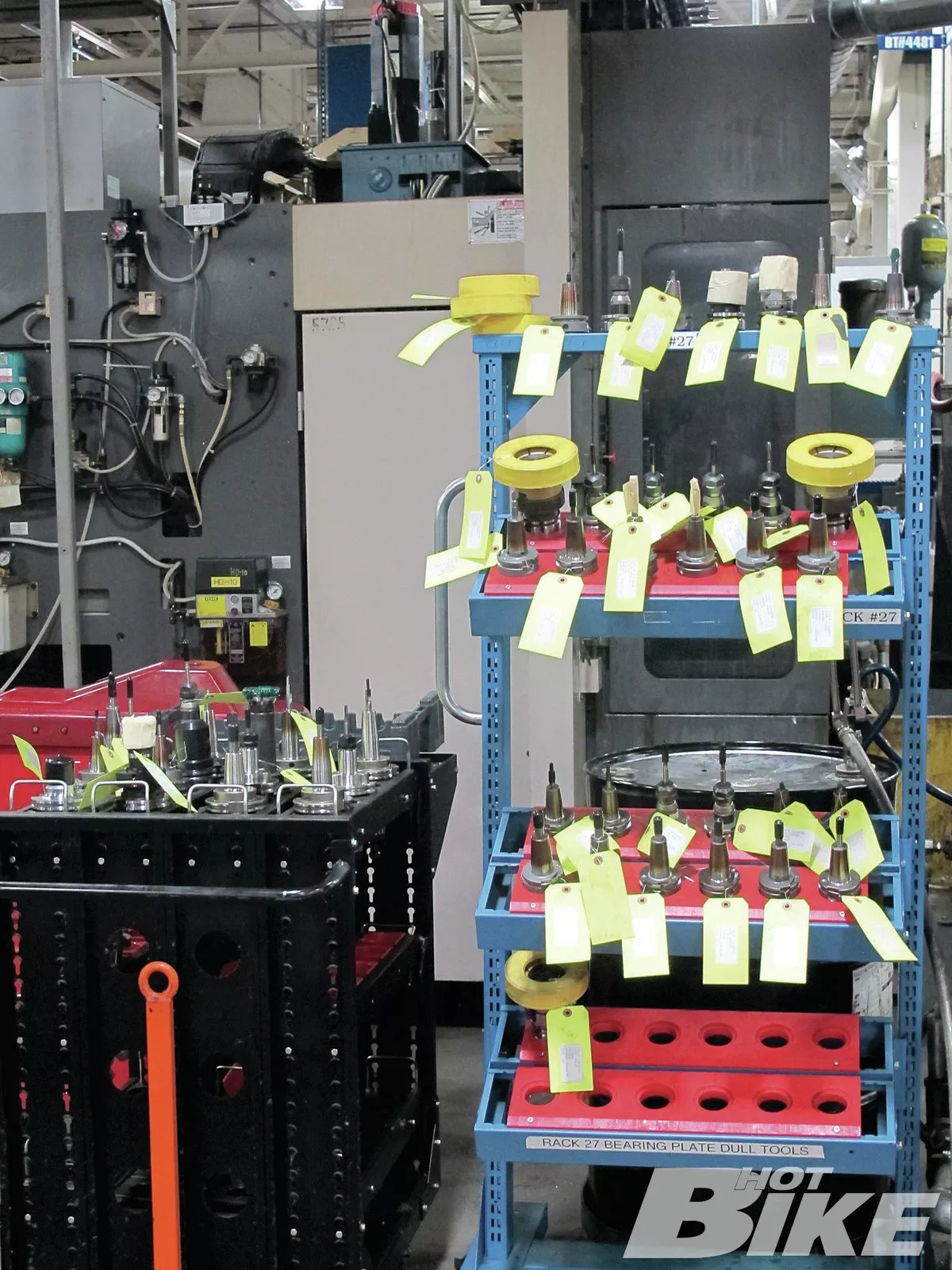
2 Here is just a tiny fraction of the tooling equipment used throughout the facility. These cutting tools are all preset and ready to be put to use.
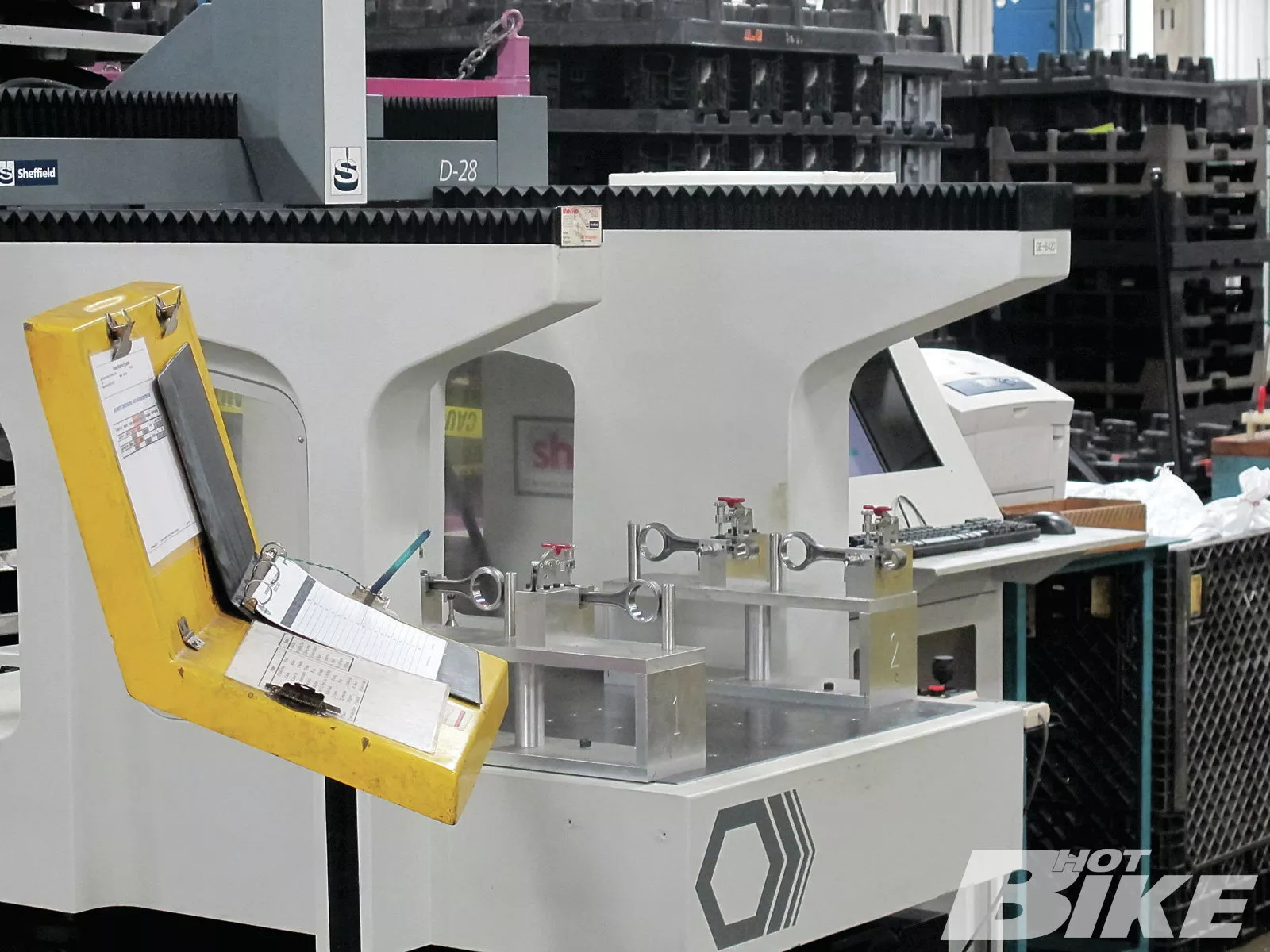
3 We walked past this Coordinate Measuring Machine (CMM), which is a 3D machine for measuring the physical geometrical characteristics of an object. The machine was checking connecting rods to make sure they were within spec.

4 Here we saw stacks of cases waiting to be picked up and machined by the six-axis CNC machine.
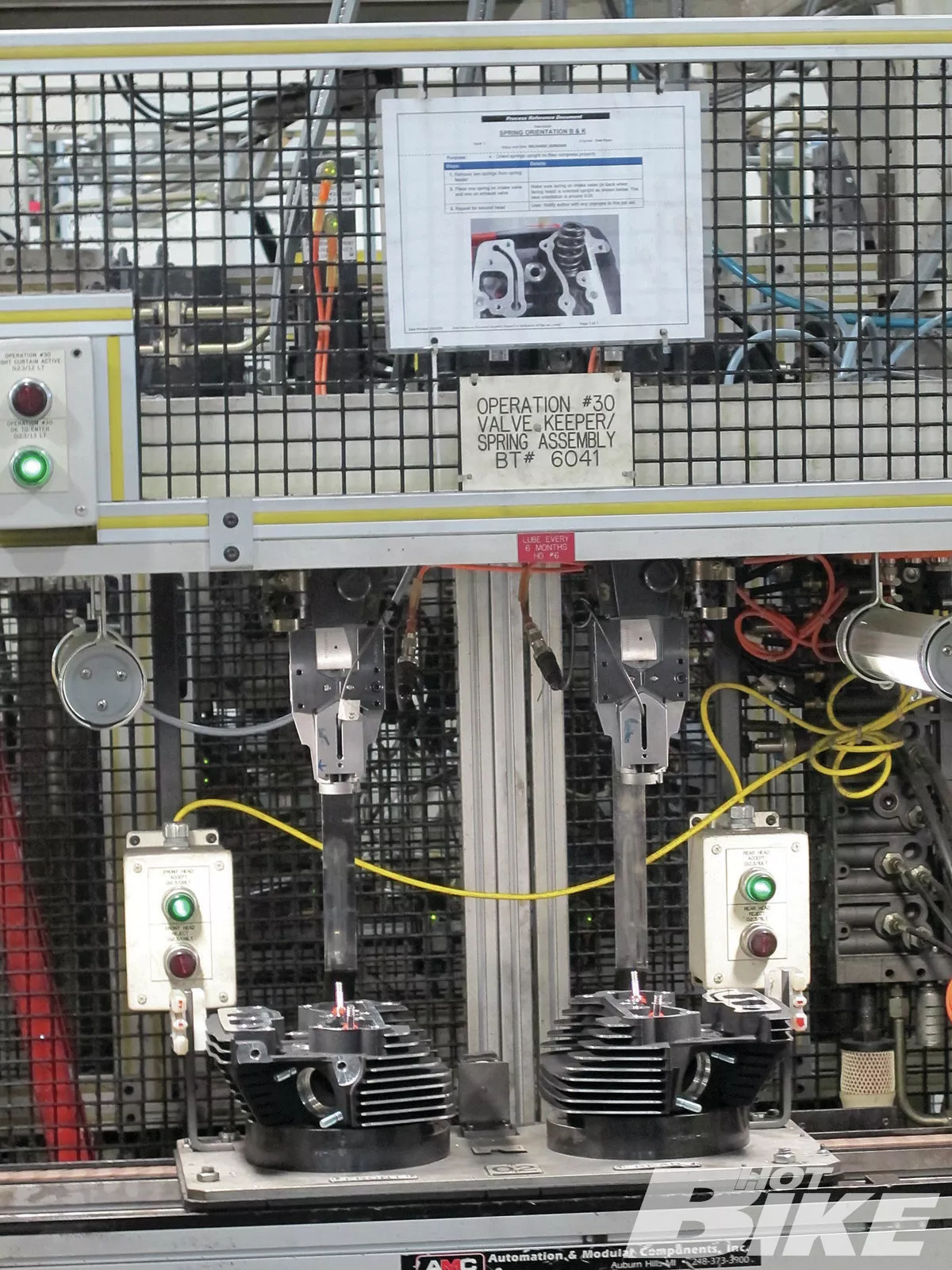
5 Over at the cylinder head station we saw the valve keepers/spring assemblies being installed into a set of heads.
6 This was a bin of XL trans gears waiting to be machined/cut. When the gears arrive they are green, meaning they haven’t been heat-treated. Heat-treating the gears takes about four-and-a-quarter hours in 1,600-1,700 degrees Fahrenheit. The heat-treating carbonizes the gears giving them a harder/stronger surface.
7 Here is the difference between a gear that has been cut and one that hasn’t.

8 Long enough to race a 1/4 mile. This is just a glimpse of how massive the POC footprint is. It’s like staring down the length of several football fields.
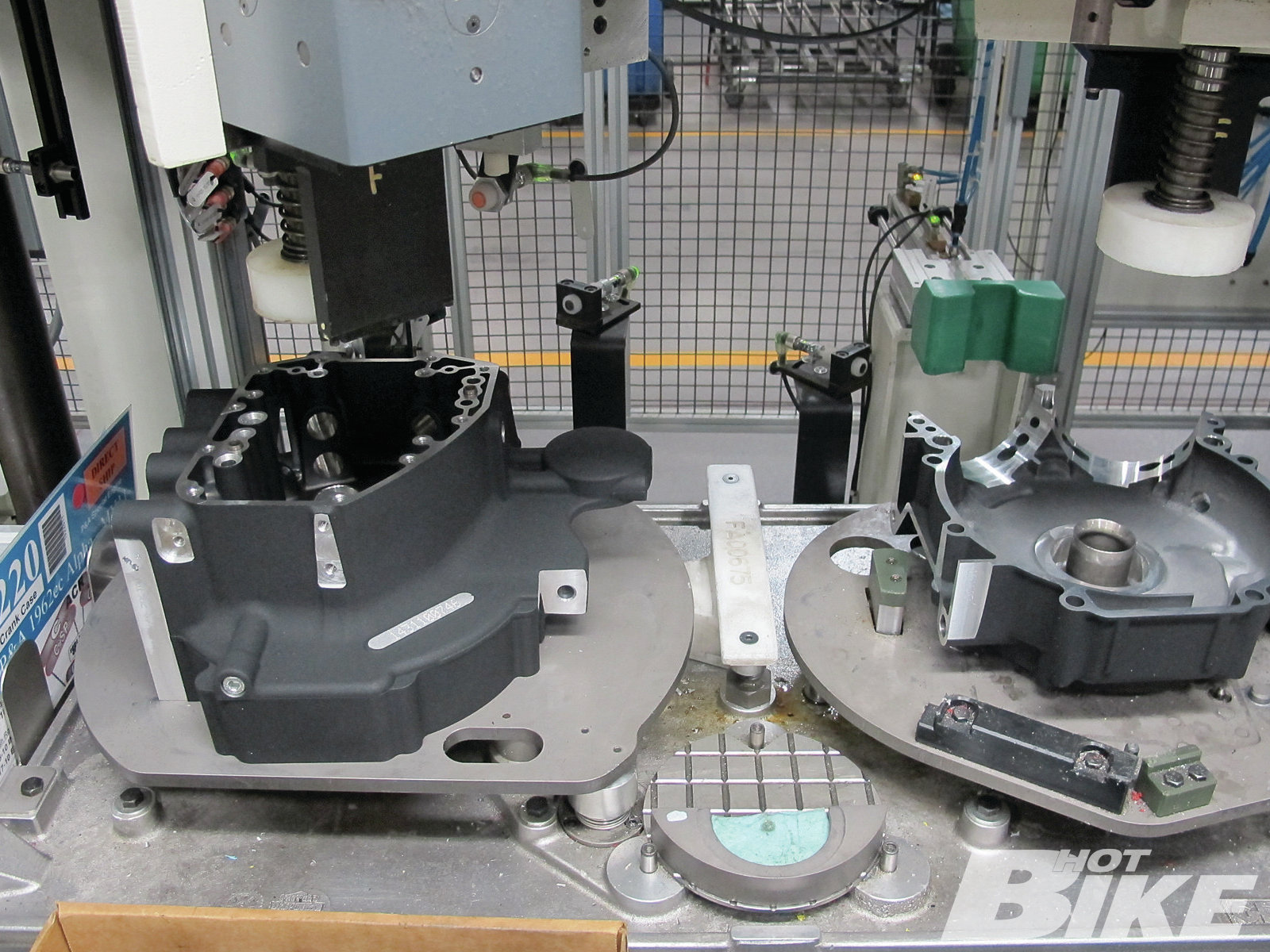
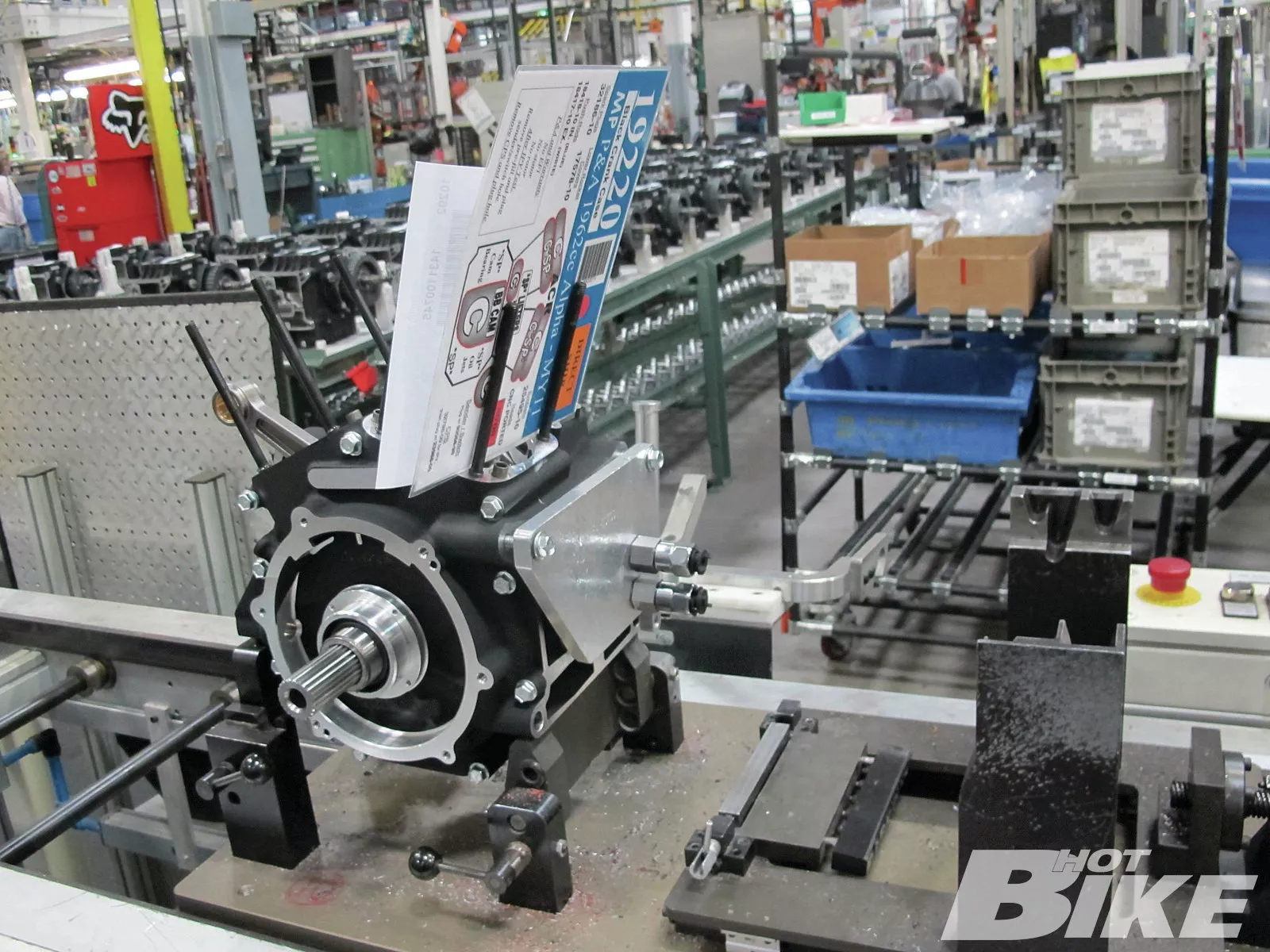
9 After a long trek we finally arrived at the assembly line where a set of SE 120R cases were patiently waiting for us. Before being placed on the assembly line, the cases are precisely machined to accept the 4.060-inch cylinders.
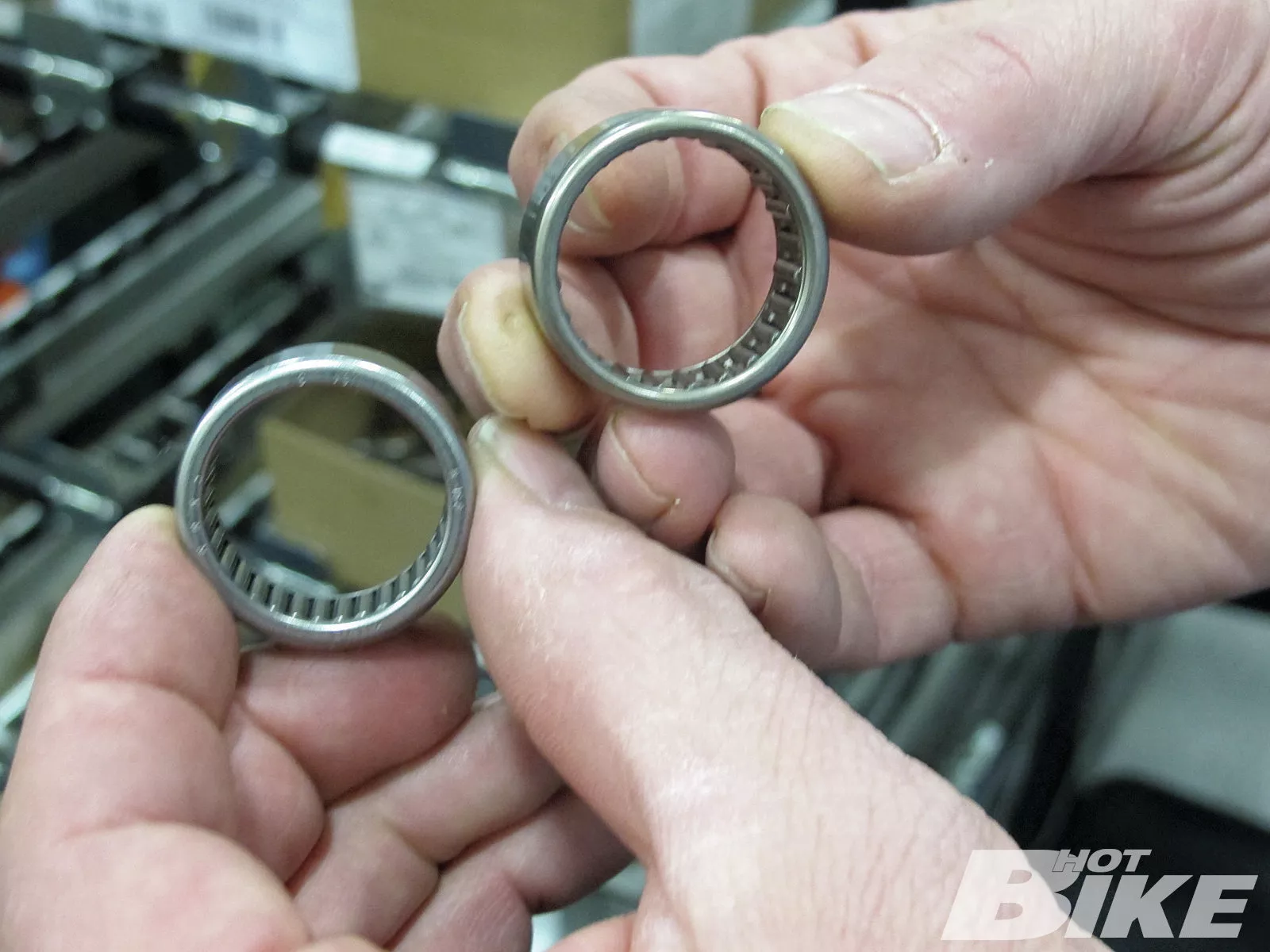
10 The right side of the case gets SE High Performance Inner Cam bearings. The SE bearings have more rollers than stock and help provide increased load capacity and longer engine life when using high-lift cams like the 266Es. On the left is the SE cam bearing and on the right is an OE cam bearing.

11 To help deal with the high-torque output of the 120R, the left side of the case gets an SE Lefty Bearing. The bearing is case-hardened on the inner and outer race to provide increased load capacity and durability. The Lefty Bearing also has a special Nitride coating, which helps harden and protect the surface for more wear resistance. On the left is an OE bearing and on the right is the Lefty Bearing.
12 This station presses the case bearings into place. You can see the Lefty Bearing is sitting atop the case and is ready to be pressed in. This station also installs one side of the cylinder studs into the cases.

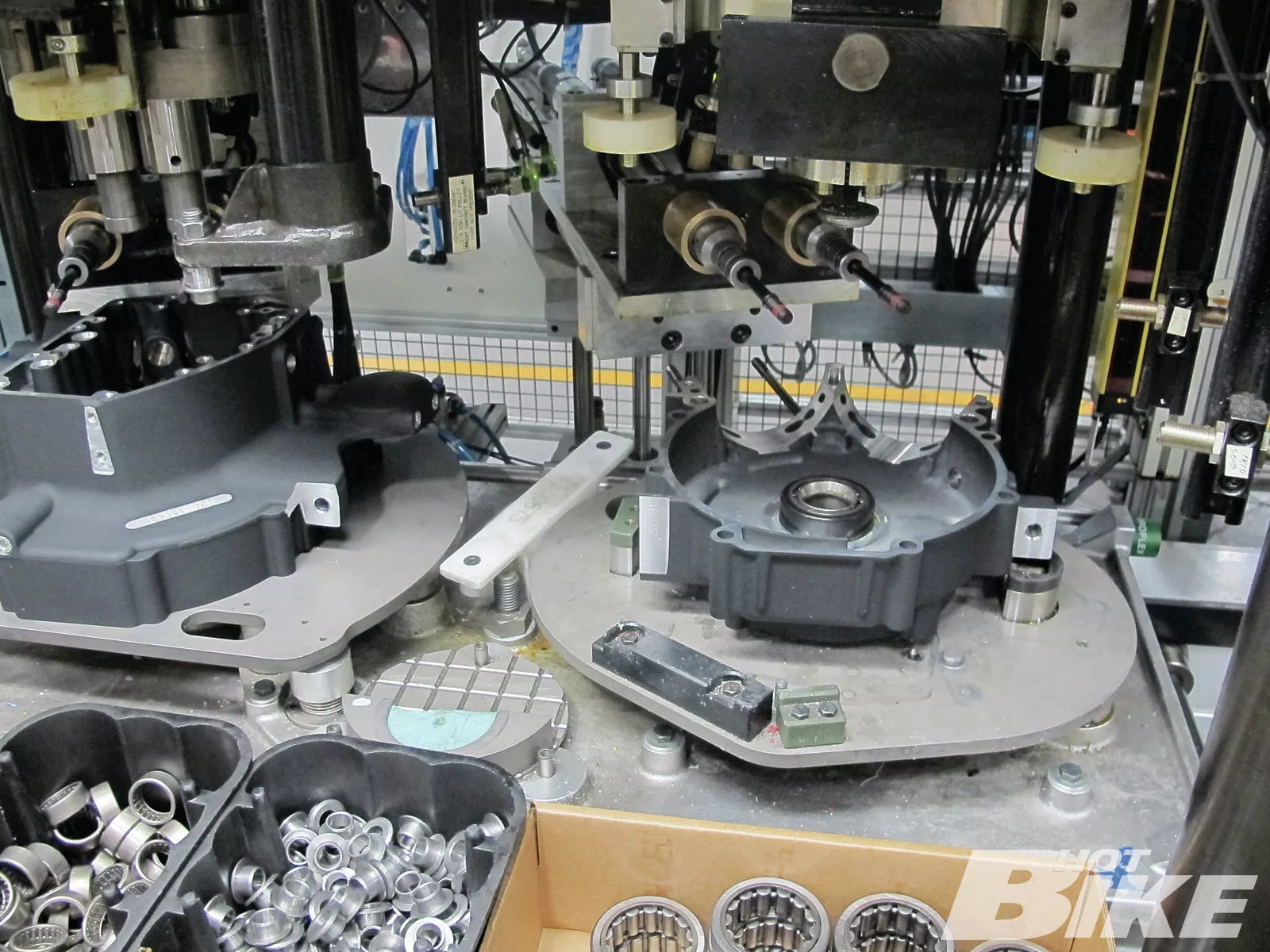
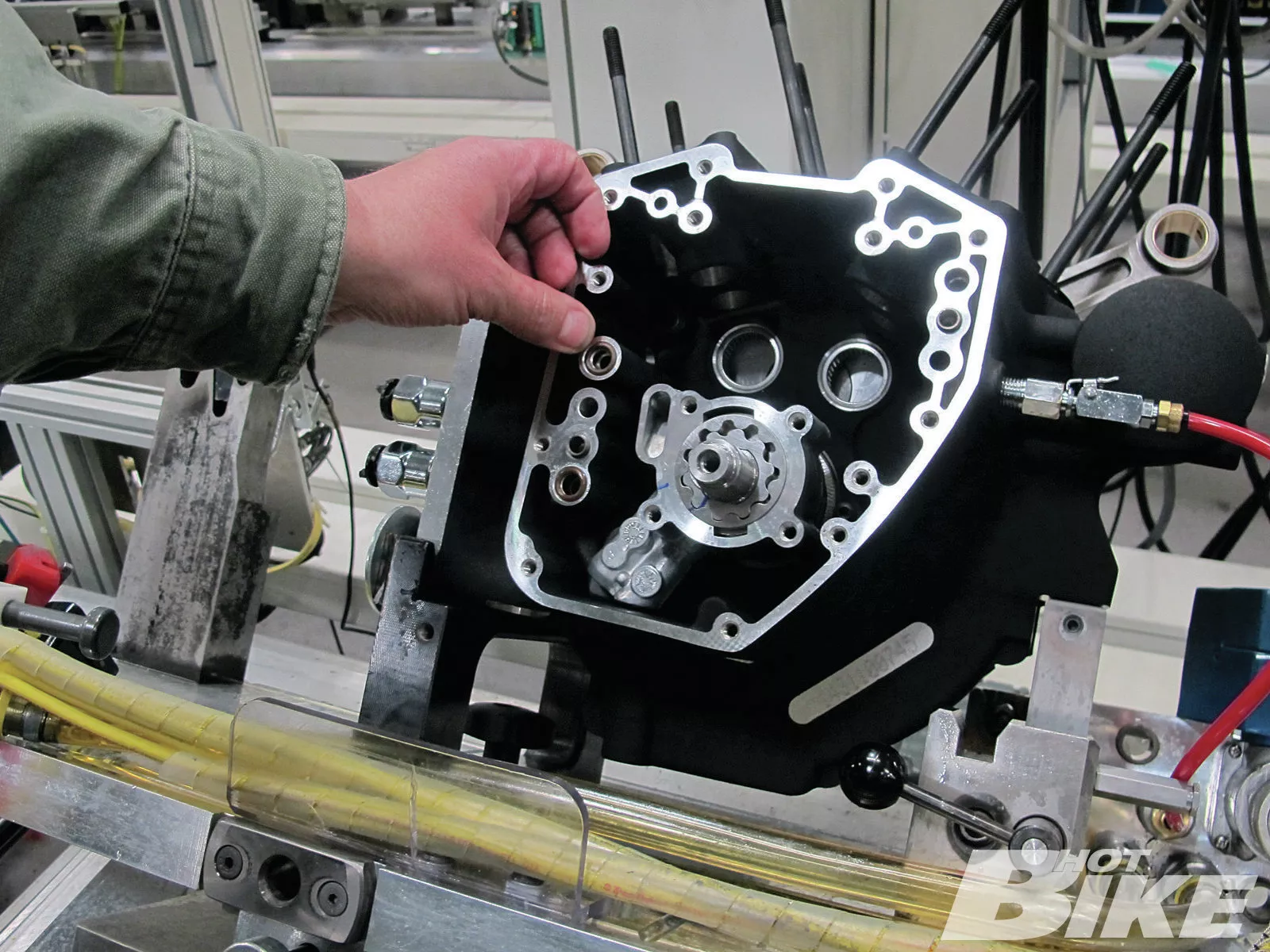
13 Here we see the right side of the case with the cam bearings installed. The main bearing has been installed as well and you can see the two screws that have been installed to help keep the bearing in place.

14 This is the 4-5/8-inch stroke SE Pro Flywheel Assembly. The flywheel assembly is made of high-strength forgings and then precision-machined to shape and balanced to ensure smooth operation. The high-strength material is much stronger than the OE flywheel assembly, which allows the flywheel to be pressed-fit to much tighter tolerances. Basically, the OE flywheel material couldn’t handle the press fit load the SE Pro Flywheel Assembly is subjected to. The crank pin has a thin coating on it, the coating is designed to help with the integrity when the crank pin is pressed into the flywheel assembly. Once pressed together, a Hess Mae machine checks for proper run out.

15 At this stage the flywheel was being pressed onto the left side case half. The white block at the top of the assembly holds the rods in place to prevent damage as the assembly is pressed in.
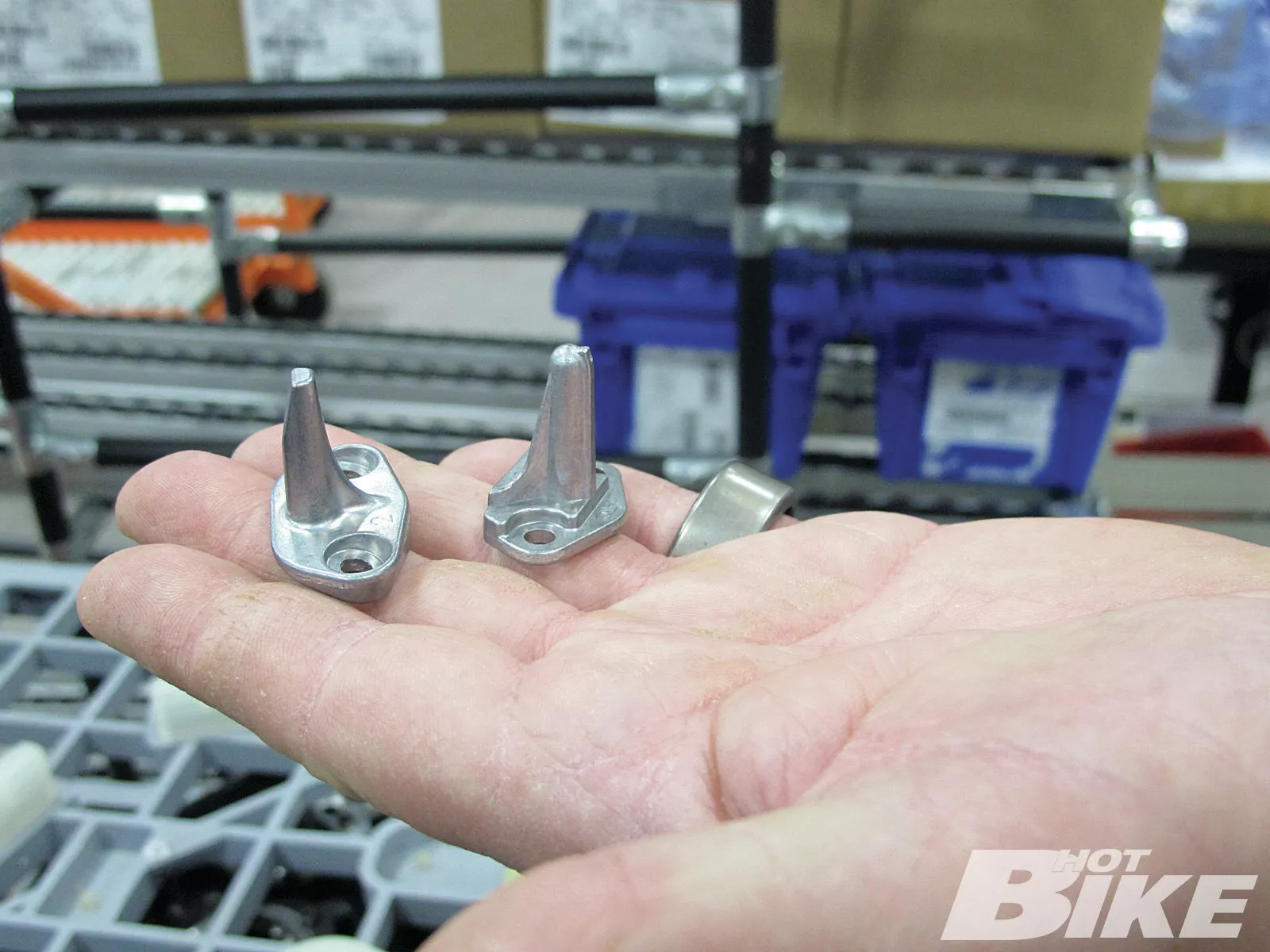
16 Since this setup has a longer stroke with the pistons coming down lower, new piston oil jets had to be designed and made. On the left is a new jet and on the right is an OE jet. The new jet was designed to provide additional piston skirt clearance for the longer stroke.
17 Here we see the cases have been joined together, the oil pump installed, and O-rings being pushed into place.
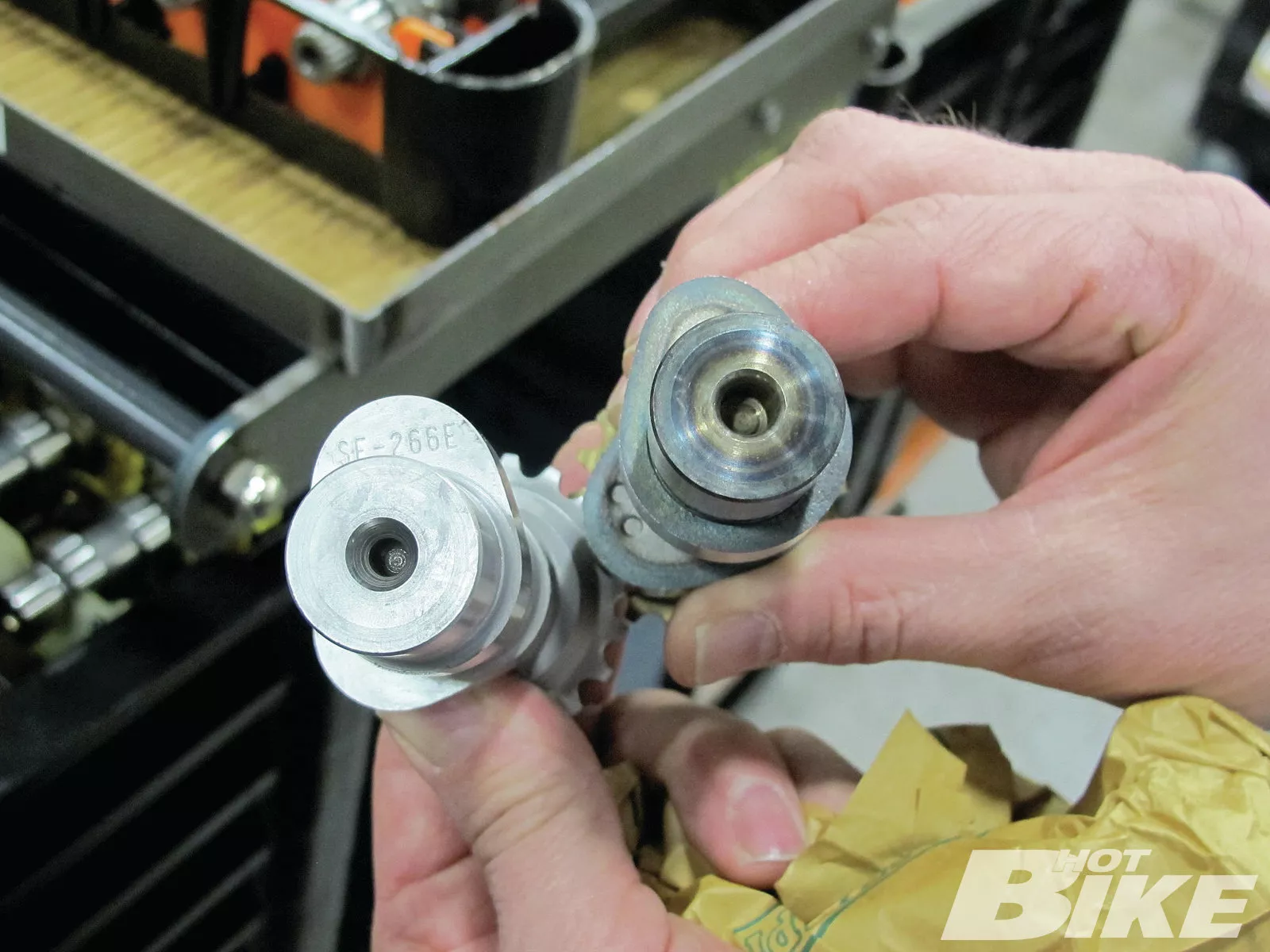
18 On the left is an SE 266E cam and on the right is an OE cam. The SE 266E cams have a modern lobe design that allows for higher valve lift for a given duration. The cams provide 0.658-inch valve lift for the intake and exhaust. The cams offer good part throttle ridability while also providing excellent wide-open power due its enhanced overlap design. The lower lobe also has a smaller diameter profile to allow for clearance.
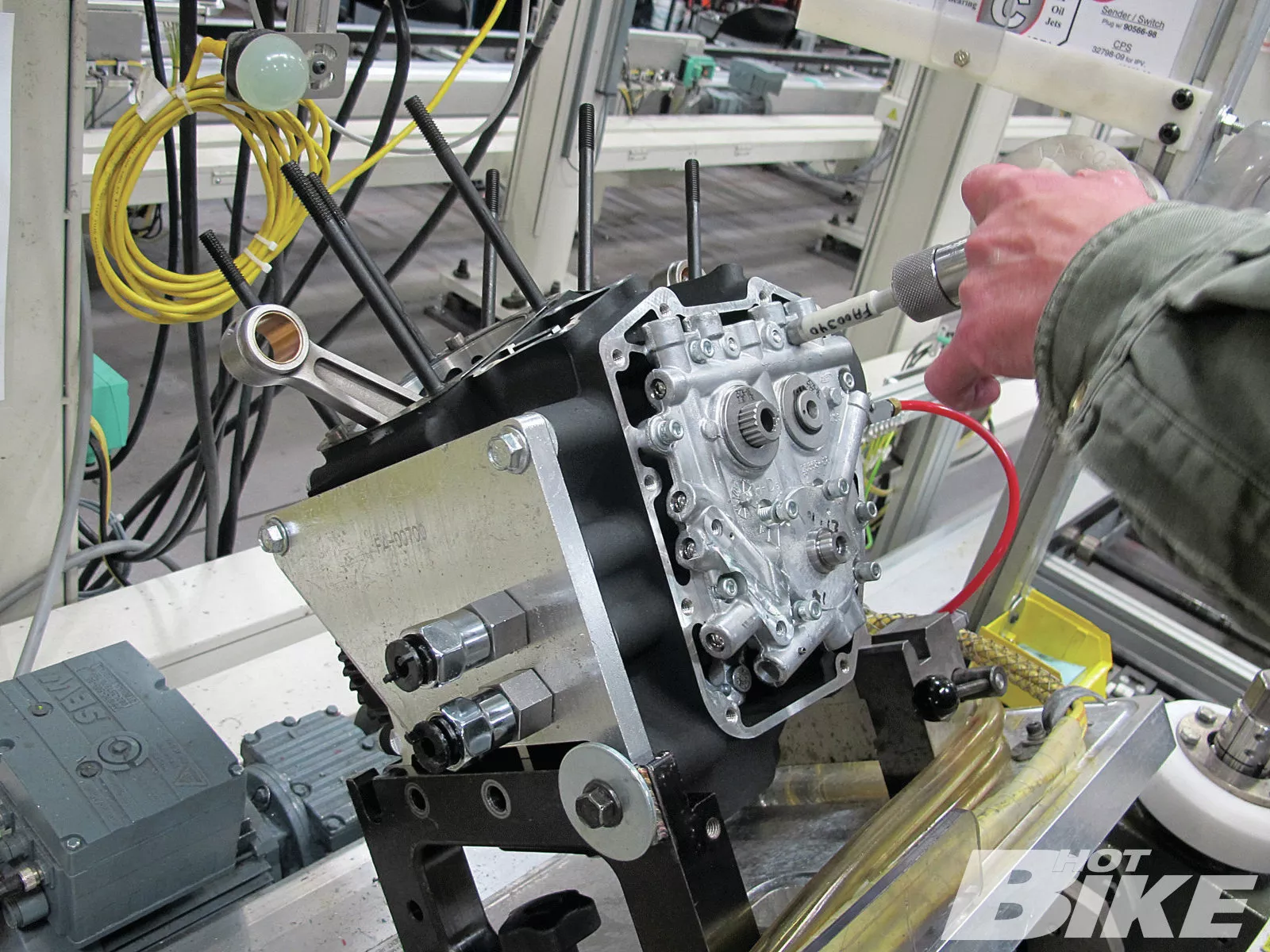
19 With the cams installed in the cam plate, the cam plate was bolted into place. As you may notice, this is the OE cam plate. For 2012 the 120R comes with a new SE billet cam plate and high-volume oil pump.
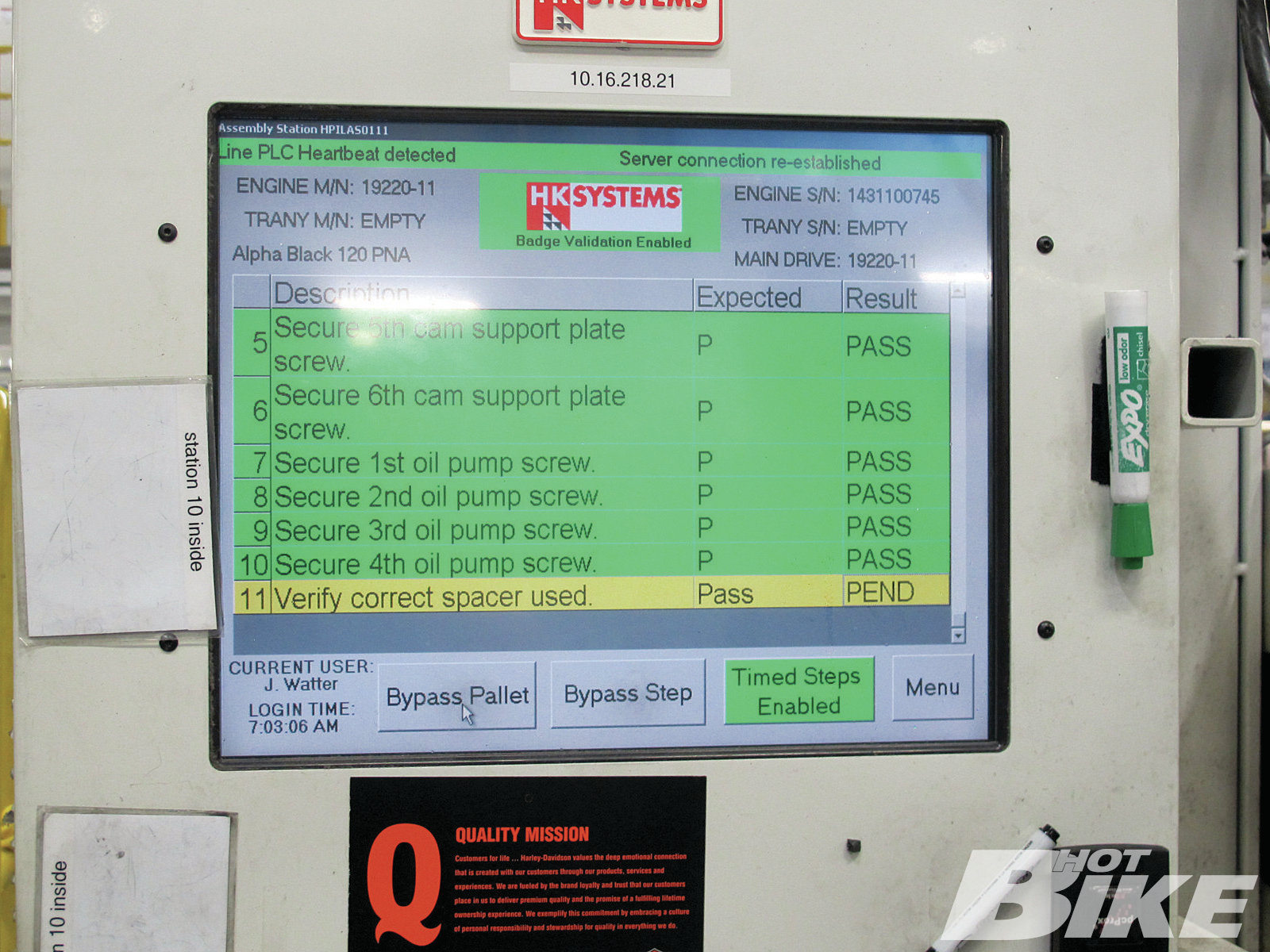
20 As the technician torques the cam plate and oil pump bolts, the screen in front of him/her lights up to indicate whether or not each step in the process has passed spec.
21 At this point, when assembling a standard Big Twin powertrain, the transmission would be bolted to the engine as a short block assembly. The 120R doesn’t come with a trans so a block-off plate (aluminum plate on backside of the engine) is bolted in place of the trans.

22 This is the piston assembly station. Each piston is assembled by hand.
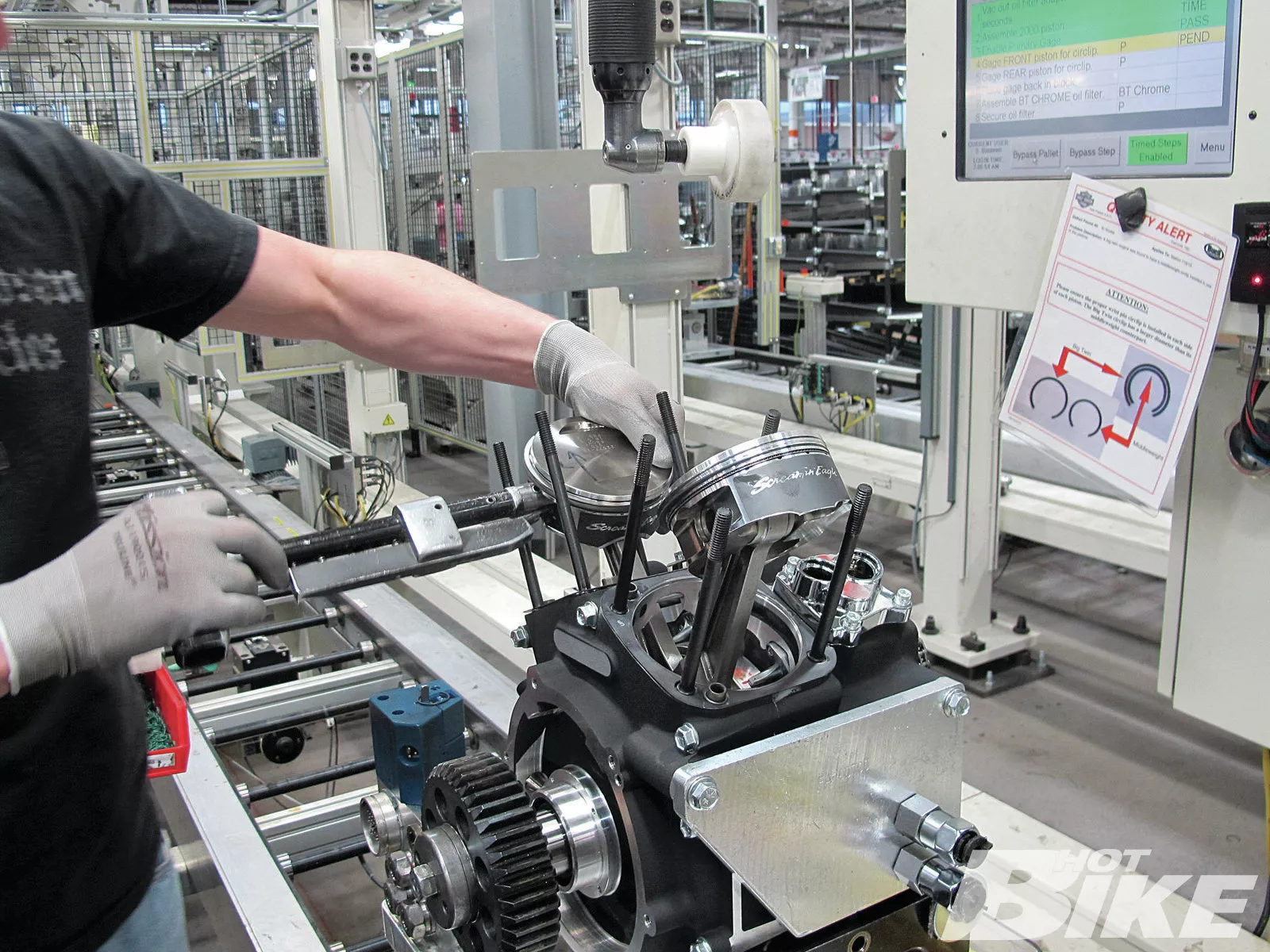
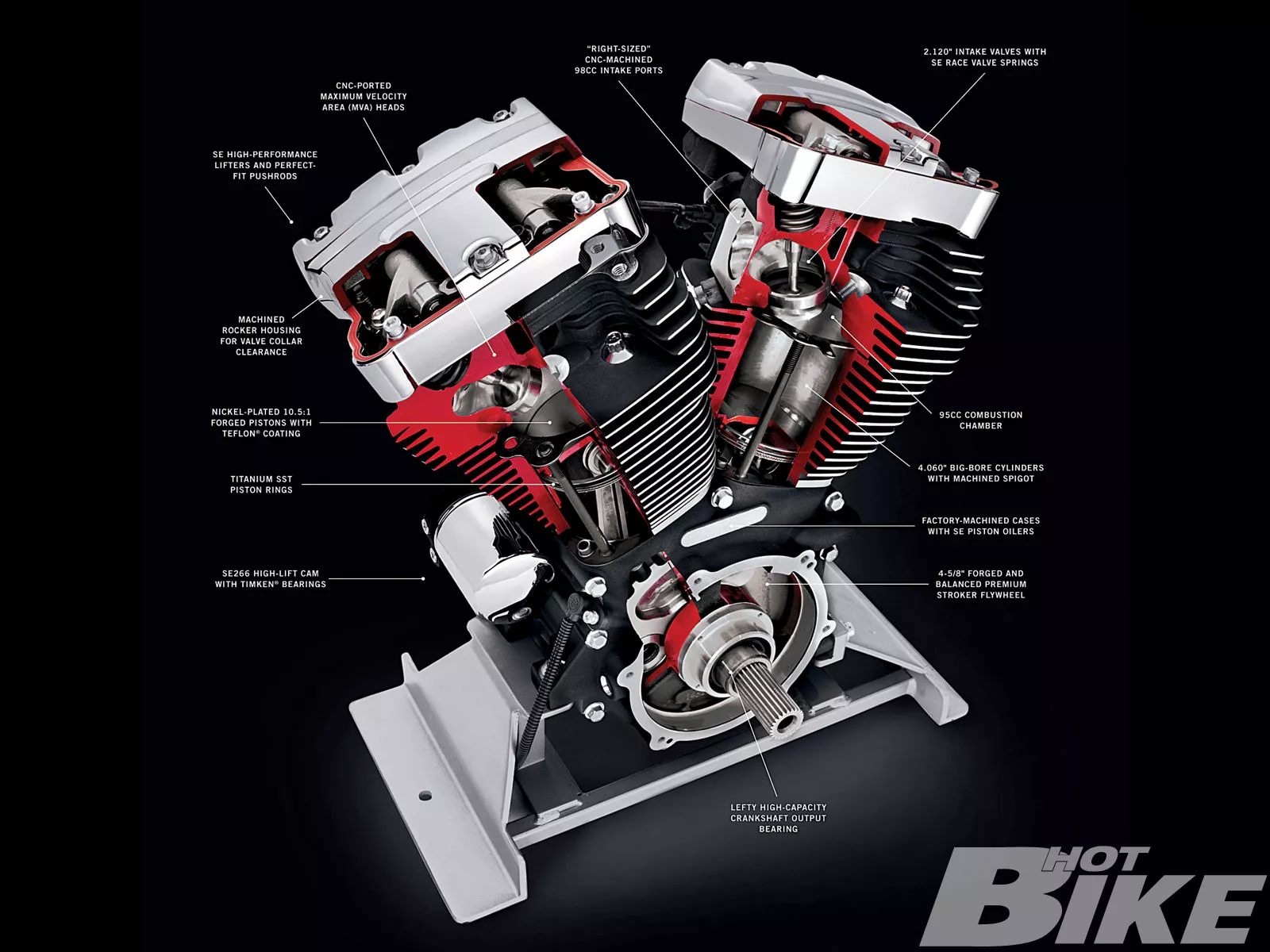
23 A unique component for this engine, the SE team spent a lot of time on the piston design. The 120R comes with high-compression, 4.060-inch bore, 10.5:1 nickel-plated pistons made from high-strength forged aluminum. The pistons feature a bigger skirt design to maintain proper support as it travels up and down, and the skirt is has a proprietary coating for better wear resistance.
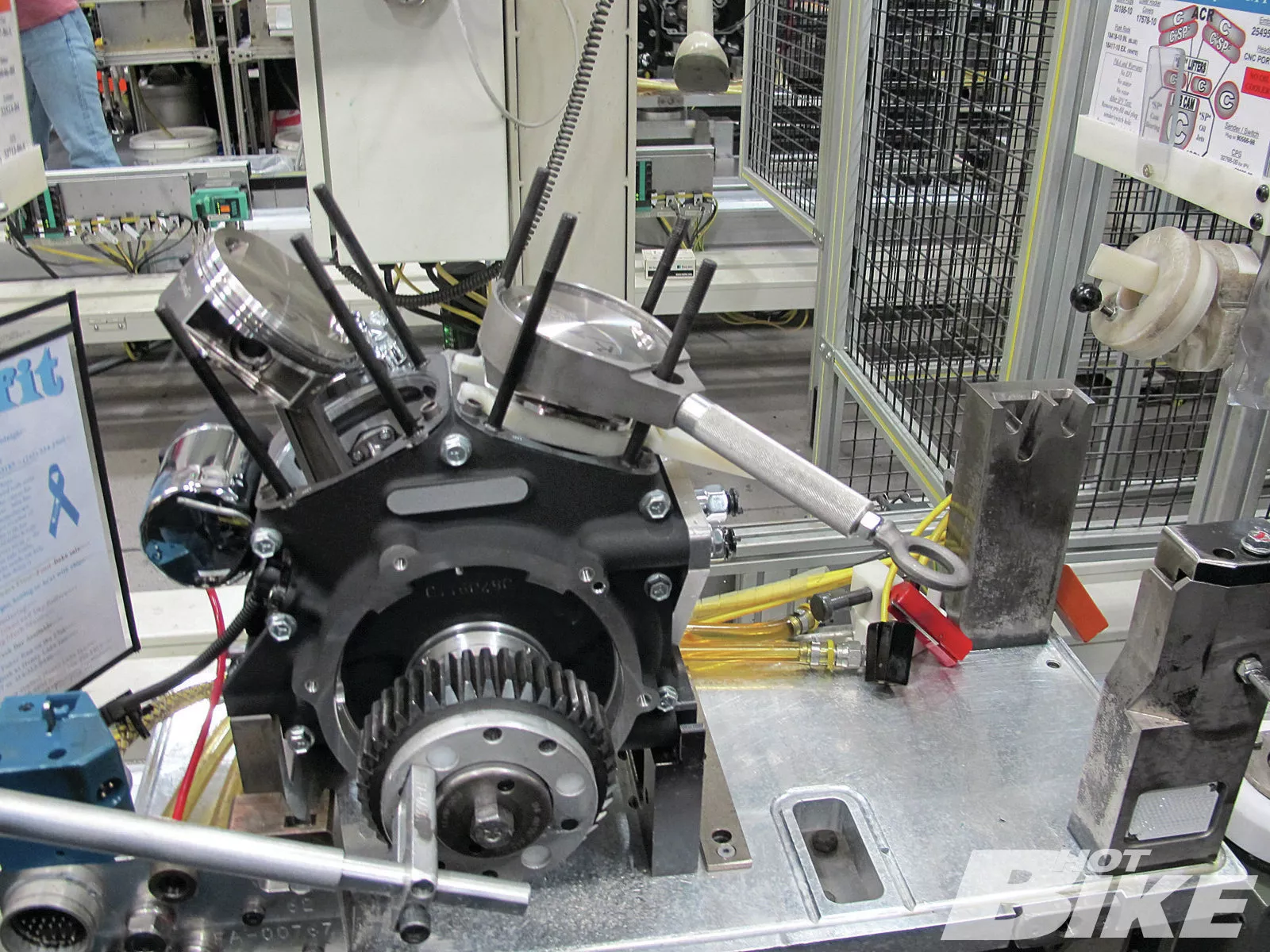
24 The pistons are outfitted with Titanium Stainless Steel Twist (SST) piston rings. With their unique design and material composition, the rings are designed to provide long life, low wear, and better compression and oil control. Here we see a ring compression tool on the rear piston…
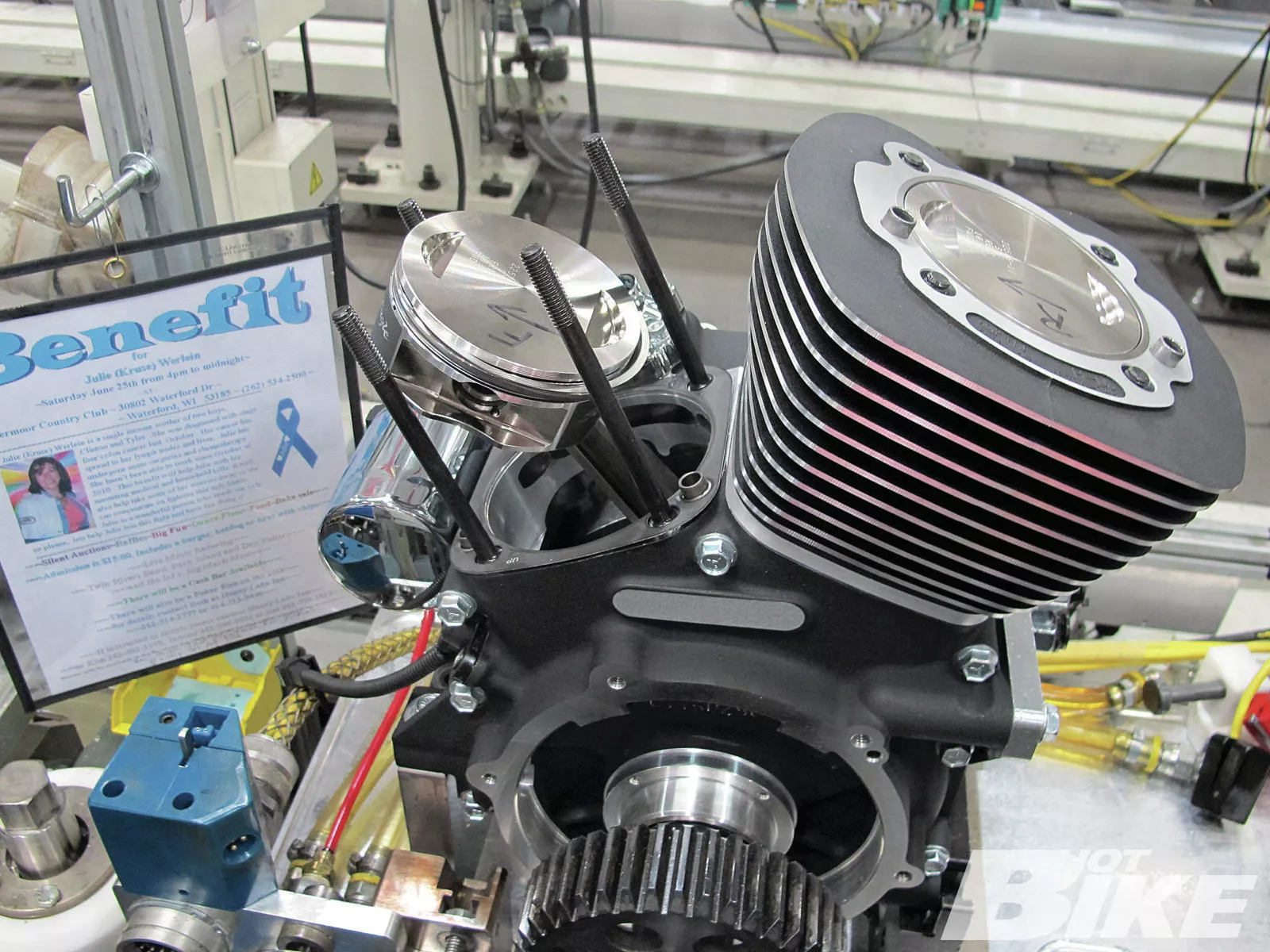
25 …and here is the rear 4.060-inch Big Bore cylinder slipped in place over the piston. The cylinders are factory-honed to accept the pistons and the cylinder spigot has been machined for cylinder-to-cylinder clearance.
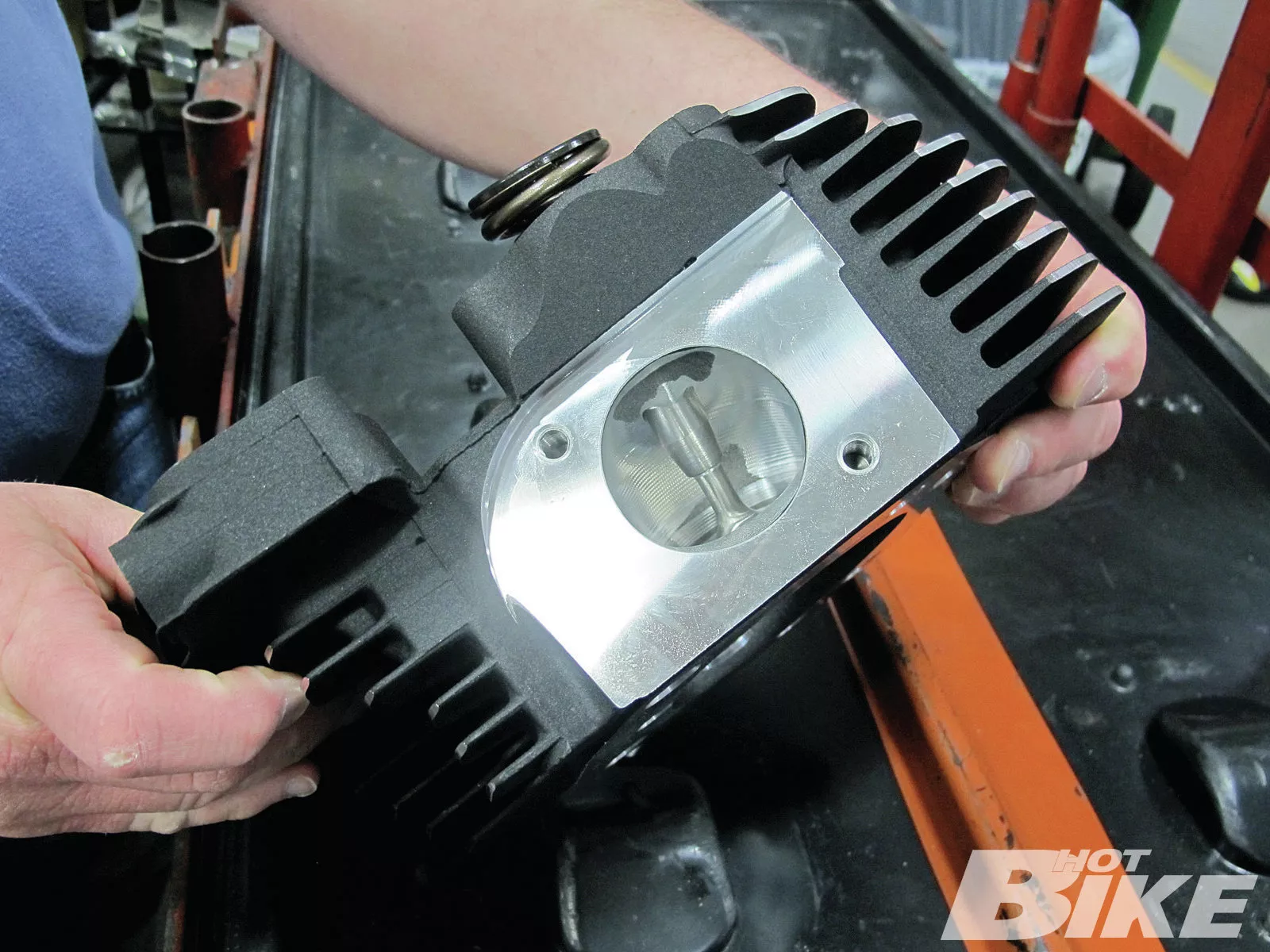
26 Here’s a look at the CNC-ported MVA head that is used on the 120R. Porting was done to ensure maximum air velocity traveling through the intake ports. To get high air speed traveling through the head, the port roof was lowered, the port volume was precisely sized at 98cc, and the shape of the port was specifically machined to complement the large intake valve.

27 Here is an OE head. As you can tell there is quite a bit of work that went into the porting of the 120R head in image #26.

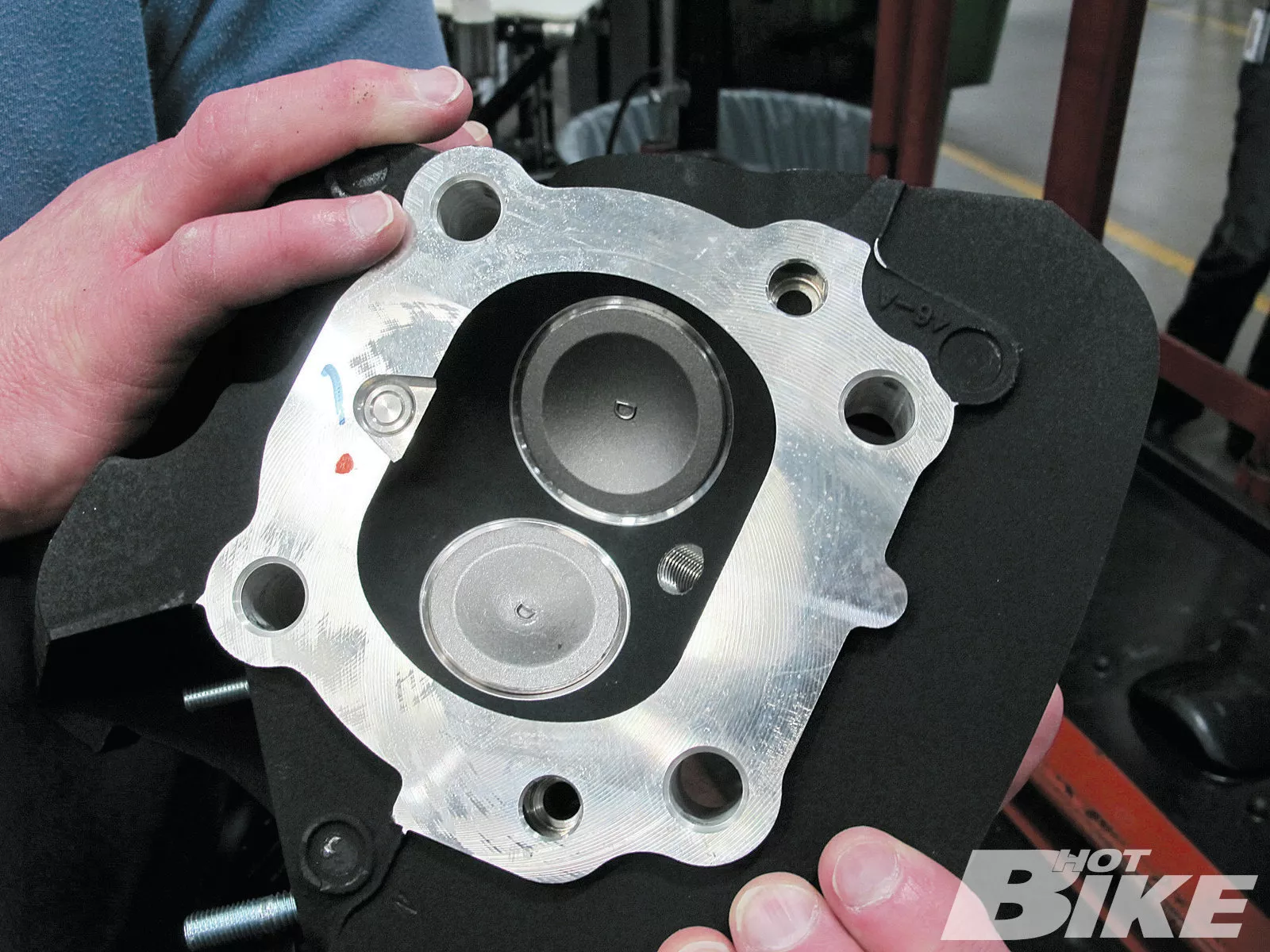
28 Special attention was also applied to the combustion chamber of the 120R head. The 95cc combustion chamber has more of a kidney-bean shape as compared to the oval/bathtub shape of the OE combustion chamber. The head also features larger valves with a 2.120-inch intake and a 1.635-inch exhaust valve. They are outfitted with automatic compression releases and SE high-lift race springs.
29 Here is the combustion chamber of an OE head.

30 In this photo we see an automated machine torquing the heads to spec.

31 The engine is outfitted with SE lifters that are precision-machined and have a specific design that allows the lifters to move in a direct linear path. A roller crown design ensures constant contact with the cam lobes. On the left is an OE lifter, on the right is the SE lifter.

32 SE Perfect Fit Pushrods are also used in the 120R. The pushrods are 0.030-inch over OE length to work with the 266E cam specs and they feature a lighter weight (than adjustable pushrods), one-piece tapered design.
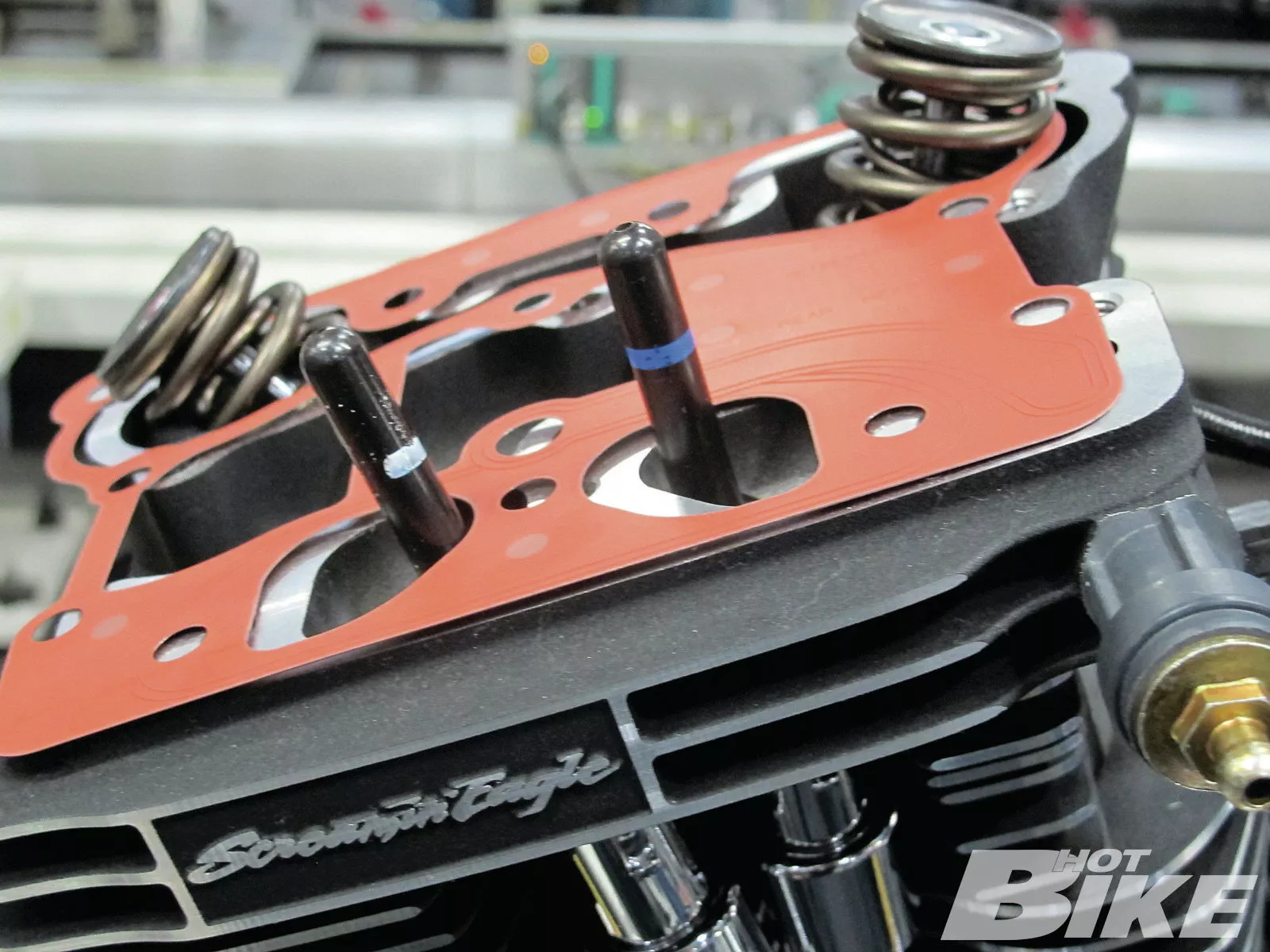
33 With the lifters in place, the pushrods were then installed along with the head gasket. The pushrods are marked with a white mark and a blue mark so that the technician installs them correctly.
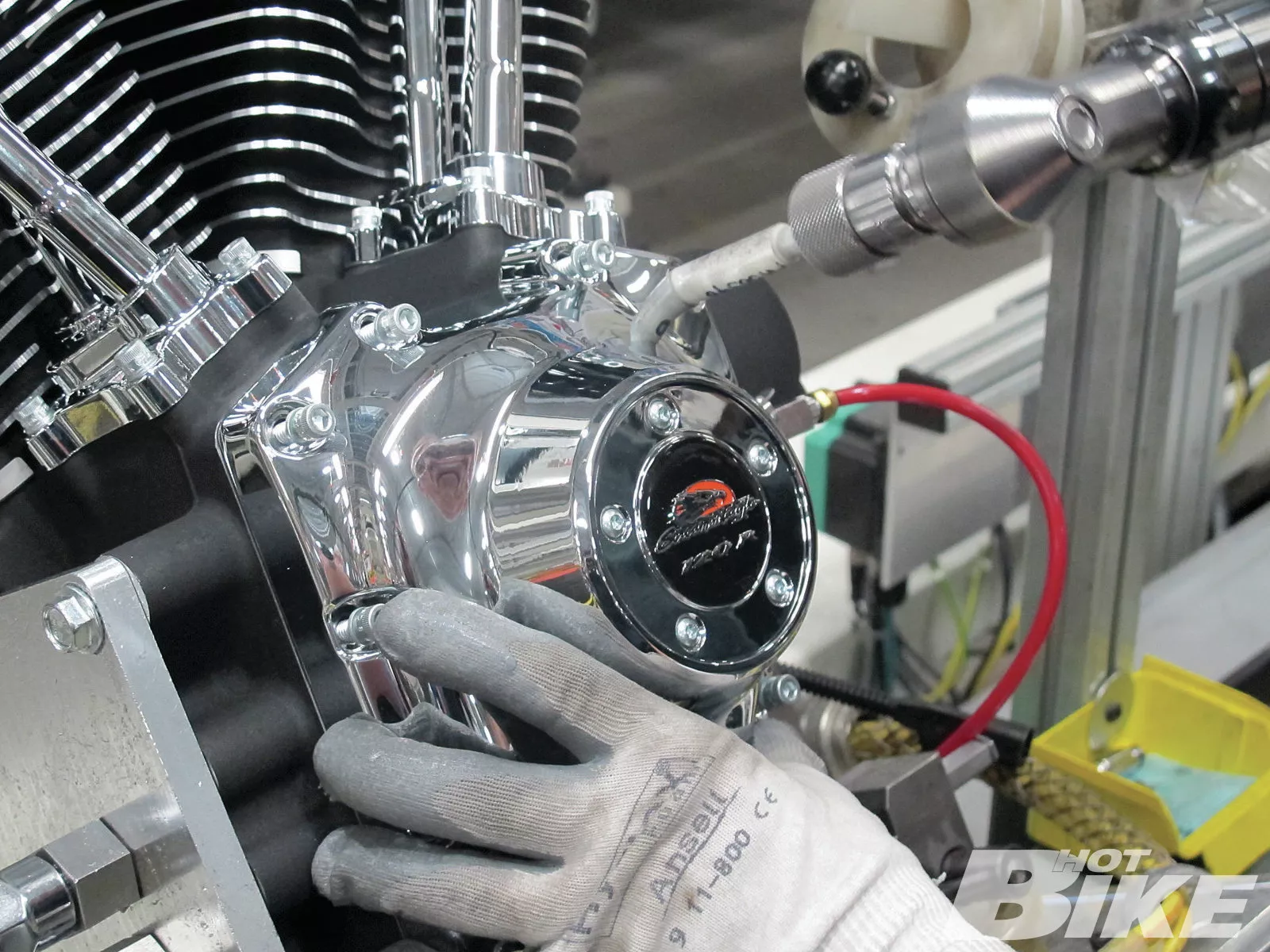
34 Next, the cam cover was installed. The engine comes with a special SE 120R timing cover.
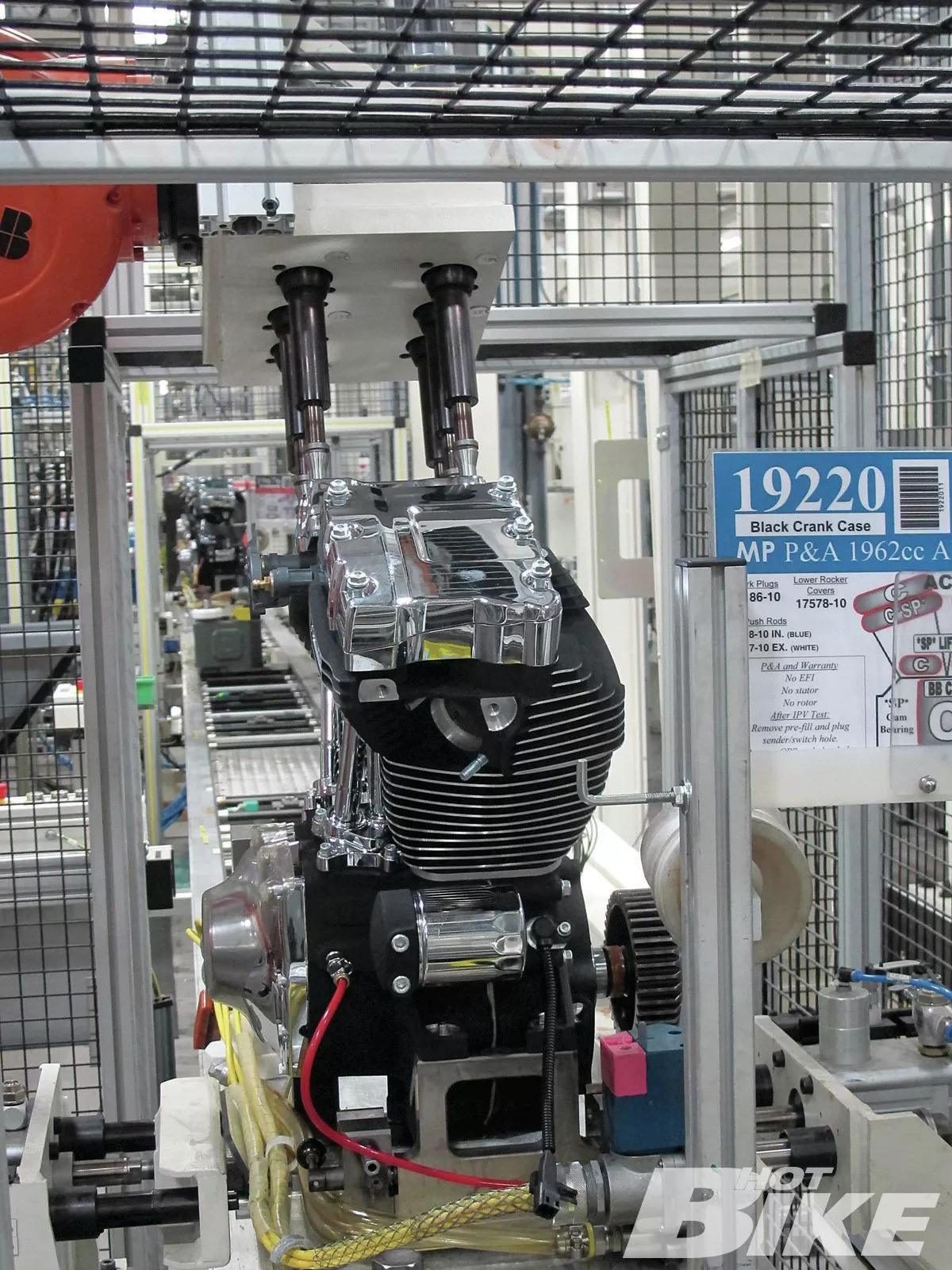
35 And one of the last steps in the assembly of the 120R is the installation of the rocker boxes. OE rocker boxes are used, however, the lower rocker box covers are machined to provide for valve spring collar clearance. Once the rocker boxes are torqued the engine is cold tested to ensure everything is working properly and within spec.
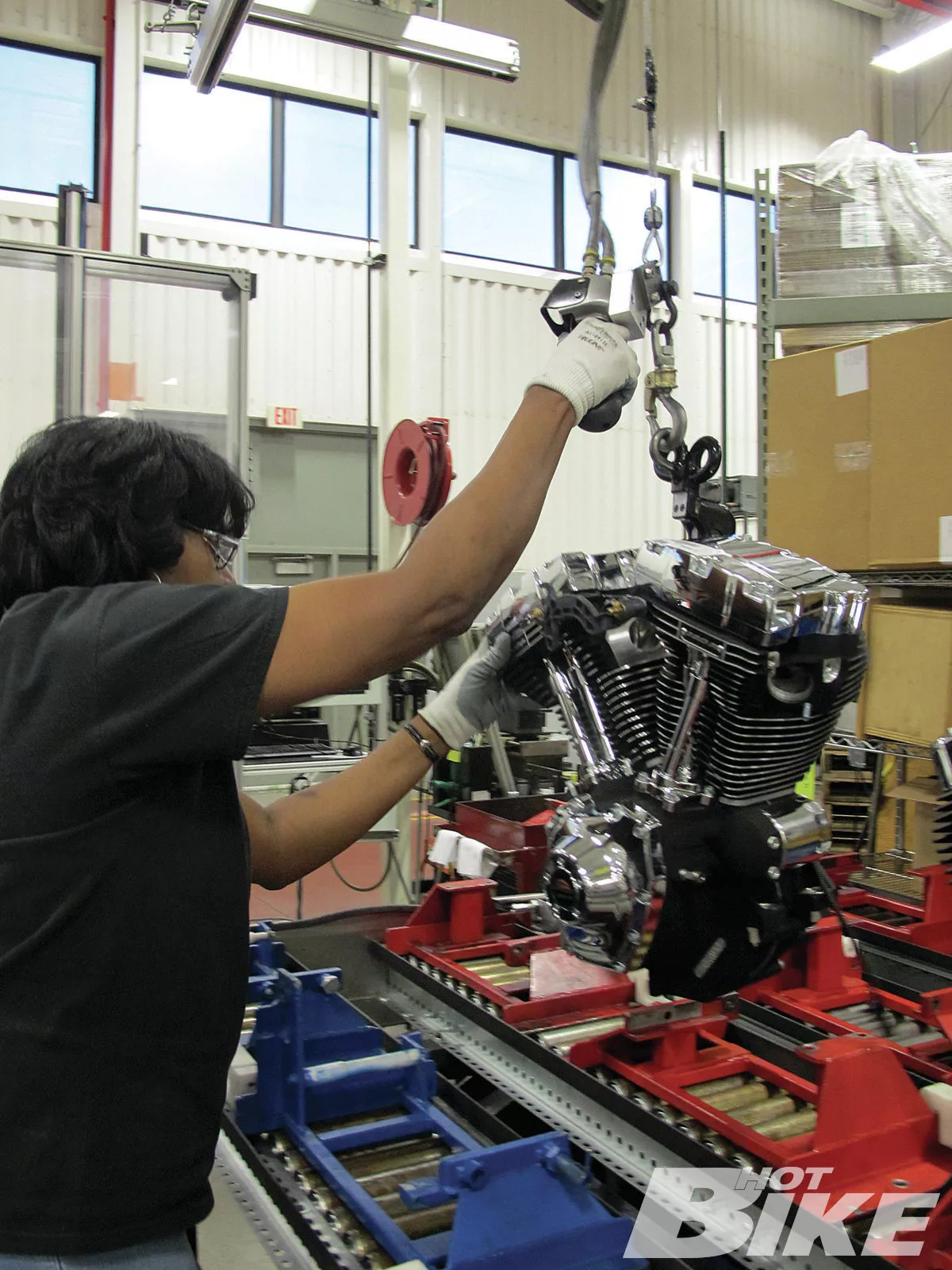
36 The engine is then hooked up to a crane, and moved over to a computer station.
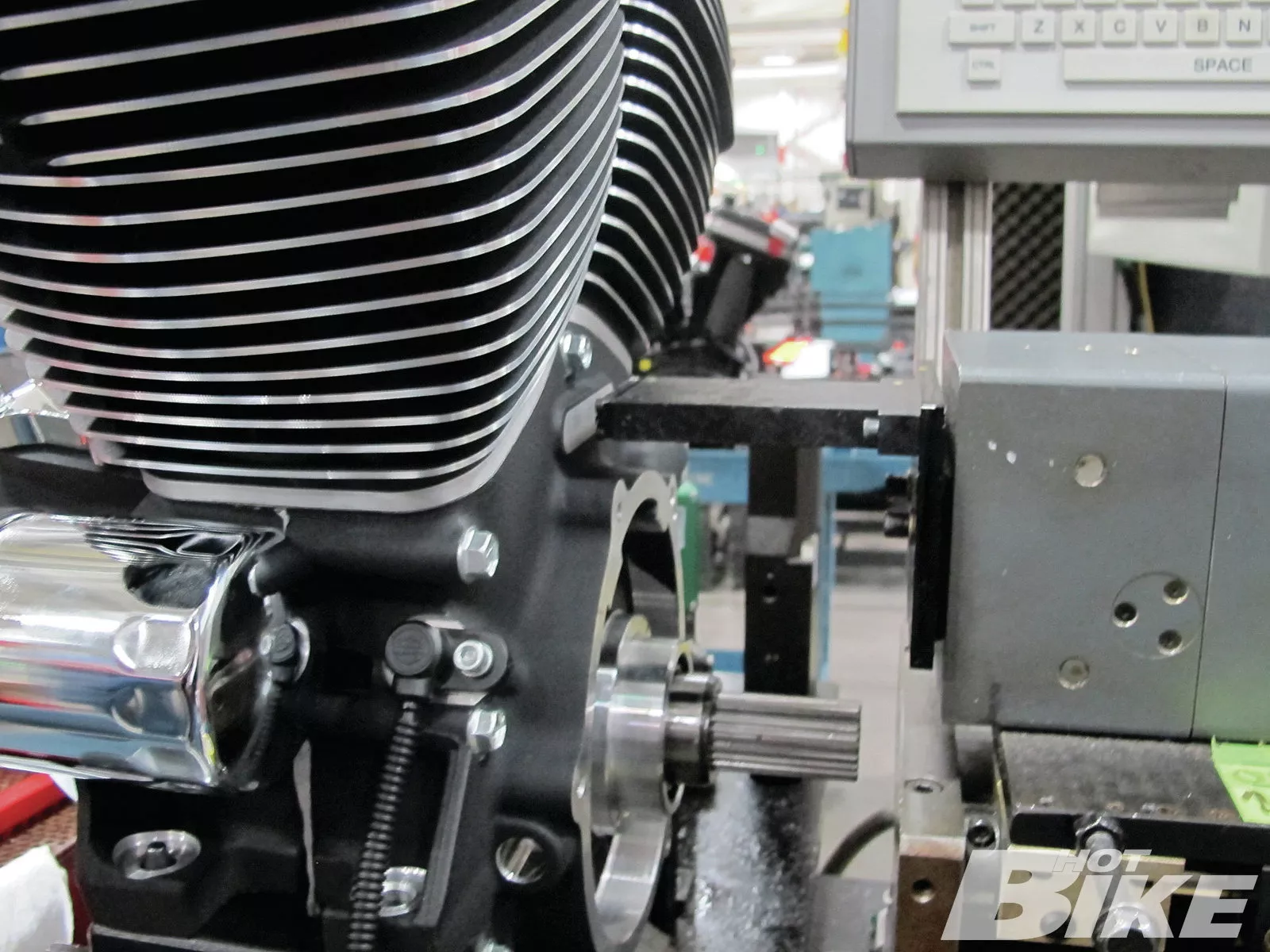
37 The technician at this station inputs the information associated with the engine into the computer and a partial VIN is then stamped into left side of the case. The engine is now complete and ready to be packaged up and shipped to an eagerly waiting customer at a dealership…
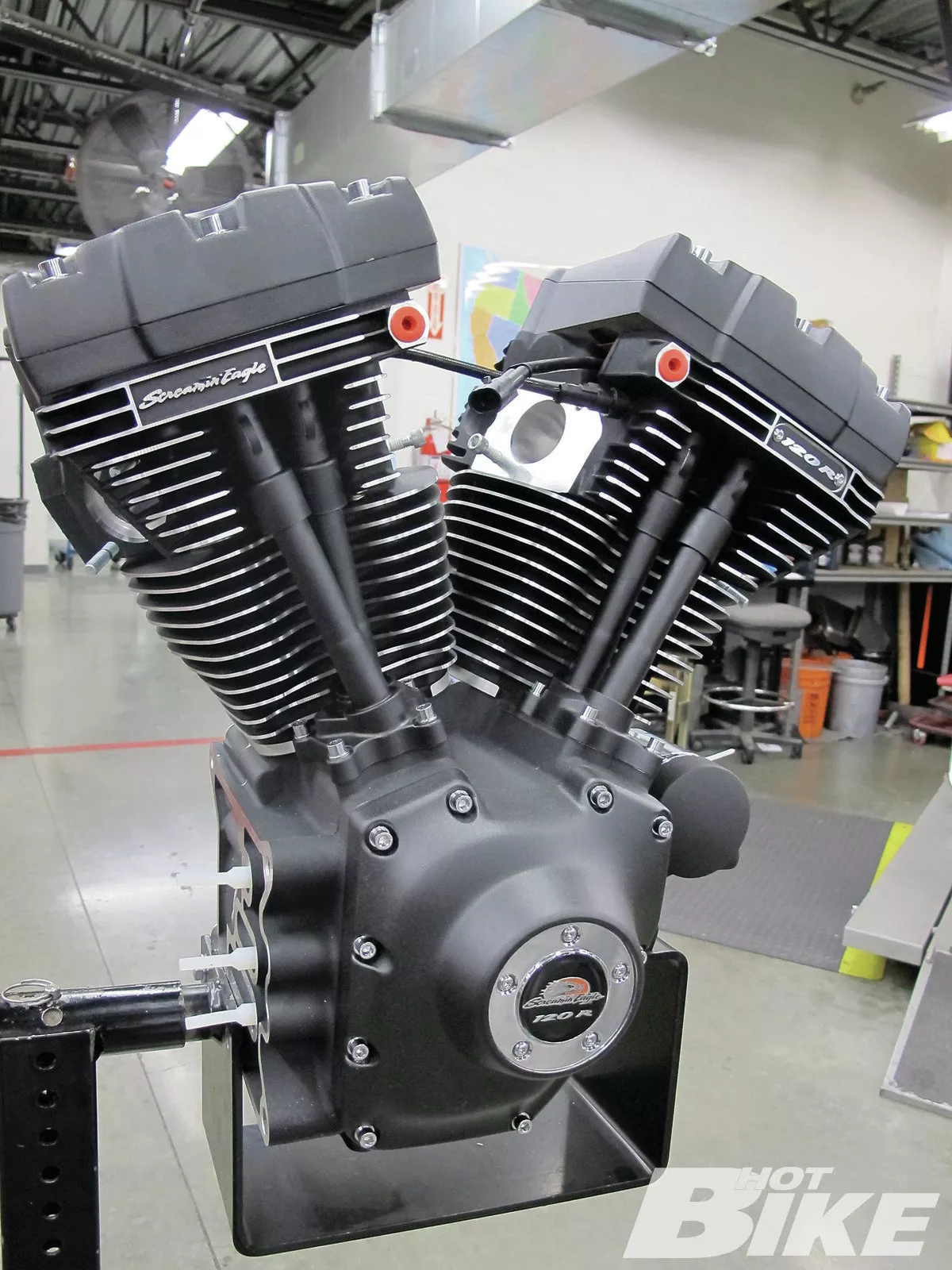
38 …like this engine that was shipped to a customer at our local Anaheim-Fullerton Harley dealership. While the owner liked the look of the black and chrome finish, he wanted an all-black engine. So as soon as his 120R arrived he had the dealership send rocker boxes, pushrod tubes, and cam cover out to get covered in black powdercoat.

39 For his engine the owner also picked up the SE Pro High-Flow 58mm EFI Throttle Body, SE Pro High-Flow intake manifold, and SE Pro High-Flow injectors. The throttle body is precision machined and then polished and when matched with the High-Flow intake it provides increased airflow and air velocity into the engine. The High-Flow injectors provide 25 percent more fuel than their OE counterparts. They deliver fuel at a rate of 4.9 grams per second that helps create better combustion with the increased air.

40 The SE 120R was dropped into this not-so-subtle 2006 Dyna Street Bob. Needless to say, the owner isn’t shy about his bikes or their horsepower.
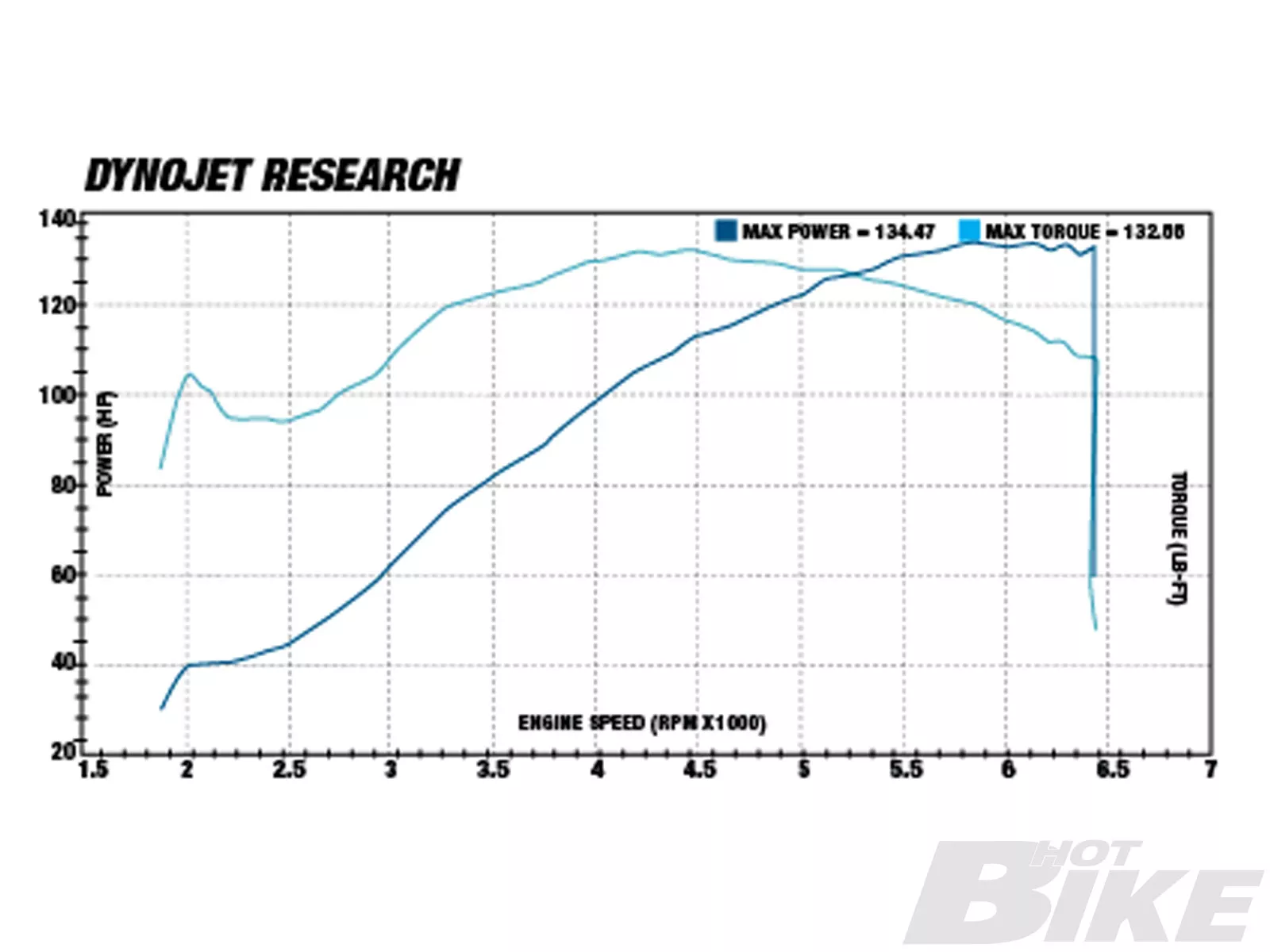
41 After the engine was installed the bike was run on the dyno where it produced 134.47 hp and 132.55 lb-ft of torque, definitely a major increase in power over the OE 88ci engine that was in the Dyna. With some tweaking and precise tuning, even more power could probably be squeezed out of the 120ci engine. Putting this kind of power into the 670-pound Dyna turns it into a completely different animal that’s hard to keep on two wheels. And it makes for some fun times at the drag strip. While this is strictly a race-only engine, I asked our H-D contacts about the possibility of the SE 120R eventually being a street-legal option. Harley is very tight-lipped about any future products and wouldn’t provide any comments either way on the matter. During my time at the POC it was very evident that the company has put a lot of time, money, effort, and manpower into this engine. I just hope we get to see some variation of a street-legal 120ci engine from the Factory put into a CVO or production model s
For the 2011 model year, Harley wowed performance enthusiasts when it announced the introduction of its new 120ci Screamin’ Eagle (SE) Pro 120R engine. This was the fist time in several decades that the Factory had offered a fully assembled high-performance, race-ready crate engine. Ready to drop into a stock chassis and bolt right in place with no frame modifications or engine mount relocations, the introduction of the 120R was very appealing to those looking for the thrill of high horsepower and torque. What was most appealing however, was the potential of achieving 135-plus horsepower and 137 lb-ft of torque from the 4.06-inch bore x 4-5/8-inch stroke engine for a modest price ranging between $5,700-$6,000.
However, there’s a catch to the 120R, it’s offered for race-only applications meaning it’s not a street-legal engine. But what it does provide is a relatively low-priced powerplant for entry-level race enthusiasts to dip their toes into the fast-paced world of drag strip racing. Even those with a long history of staring down the “Christmas” tree waiting for the green light found the 120R and its power potential an intriguing option for the strip. In fact to help support the introduction of the new race class engine, Harley sponsored an all-new Draggin’ Bagger drag racing class in conjunction with its other race class sponsorships with the All Harley-Drag Racing Association. Designed for ’99-later H-D Touring models (except Road Kings) and with limited allowable performance modifications to the 120R engine, chassis, suspension, bodywork, and other components of the bike, the Draggin’ Bagger class was created to provide new and old race enthusiasts an economical way to have fun on the drag strip.
Some of the highlights of the SE 120R include: 4.060-inch big bore cylinders, 4-5/8-inch stroke SE pro stroker flywheel and rod assembly, high-compression 10.5:1 nickel-plated forged pistons with Teflon-coated skirts, SE 266E high-lift cams, CNC-ported Maximum Velocity Area (MVA) heads with automatic compression releases, factory-machined engine cases, and now for 2012 the 120R comes with a new billet cam plate and high-volume oil pump. What’s not included and needs to be purchased separately is an SE throttle body, high-flow injectors, high-performance clutch, exhaust system, high-flow air cleaner, and a tuning module. The SE 120R is available for Dyna, Softail, and Touring models, you just need to check the » SE P&A catalog to find out which part number to order for your specific year and application.
Intrigued by this monster engine, I took a trip out to Harley’s Powertrain Operations Center (POC) at its Pilgrim Road facility in Milwaukee to learn more about this race-ready engine and see how it comes together. Upon arriving at the facility I was met by Tony Nicosia, category manager for SE Performance and Wheels, Mark Dane, senior project designer for SE Performance Products, Brad Bishop, SE project engineer, and Grif Maupin, project engineer for Powertrain Operations. Working as the category manager for the SE line, it was Tony’s job to work with his team to execute the development of the 120R from concept to final product.
Now you might think Tony and the guys had an easy task set before them when it came to making the 120R a reality right? Well, not exactly. There was one major challenge put before them: keep the cost down for the end user. In order to help keep the overall cost of parts, accessories, manufacturing, assembly, and all the other expenses involved in building a complete engine, they had to build the 120R utilizing as many existing parts as possible and make use of H-D’s large capital investments—the machine tools at the POC and the factory assembly line.
“We wanted to use stock cases to keep the cost down,” Tony told us. “And during the development process we learned that we couldn’t go bigger than a 4.060-inch bore because we would run out of room in the stock cases. To get the 120ci displacement it came to the stroke as well. Mark and Brad had to come up with the parameters around the stroke; what was the right rod length from center-to-center hole. Issues popped up, it wasn’t like, OK it’s a 4-5/8-inch stroke and a 4.060-inch bore and we’re done. Piston design was very crucial. We had to figure out how to create the skirt so it had the proper support as it traveled in the cylinder. We had to create all new piston oil jets, which also involved all new tooling to make the jets. It was a huge amount of development work and a lot of testing. As we tested we found issues, then we had to figure out how to address those issues and figure out what we had to change to get it to work the way we wanted it to work. The flywheel was unique, it was a unique stroke for us, the cylinders already existed, the pistons were unique, and the oil jets were unique. But a lot of the other stuff already existed like the SE ported heads, the SE race springs were already in the heads, the automatic compression releases existed, the 266E cams had just come out, and a lot of the other components were very common like the rocker box covers, rocker arms, and rocker arm supports.”
While there were several hurdles to clear in order to bring the 120R to fruition, if you ever get the chance to visit the POC, you’ll quickly see that the organization, machinery, and most importantly the staff at the facility are fully capable of tackling any challenges. Sitting on 63 acres and encompassing 850,000 square-feet, walking through the POC is astonishing. A mix of robotic machinery, high-tech tooling, rows and rows of precisely timed assembly line operations, and stacks of raw and machined materials, you would think the facility would be cold, sterile, and lifeless. However, the friendly smiles, bright personalities, and dedicated work ethic of the 800 employees at the POC help » keep it warm, personable, and highly productive. The staff is very proud of its work and takes great pleasure in knowing that through their hard work and attention to detail millions of people are able to enjoy the open road with simple a click of a button.
The facility produces almost all of the drivetrains (engines and transmissions) for all of the company’s Big Twin and middle-weight (Sportsters) motorcycles. The only drivetrain the POC doesn’t produce is the V-Rod drivetrain. The POC is divided into four manufacturing units which includes steel machining: gears, shafts, all the transmission components, rocker arms, (steel heat treating is also performed); aluminum machining: heads, cases, cylinders, inner primaries; powdercoating: two facilities handle powdercoating for all powdercoated parts; and the final unit is assembly. Assembly includes building of the transmissions and engines as well as cold testing each engine before being shipped. Cold testing is done on a dyno without actually firing the engine. Utilizing a three-minute cold test cycle they are able to obtain more measurements (200 tests) in a quicker amount of time.
The POC was originally a Briggs and Stratton facility before the MOCO took it over in 1996. The manufacturing timeline for the facility is as follows:
**1998 = Started with the TC88
1999 = TC88B
2006 = Six-speed Cruise Drive for the Dyna models
2007 = 96ci/Six speed
2008 = XR1200
2009 = Tri Glide
2010 = 110ci CVO
July 2010 for model year 2011 = 120R **
There are approximately 750 components in each powertrain and it takes roughly two hours to produce a powertrain start to finish on the assembly line. The line takt time (amount of time the line stops at each station) is 82 seconds. There are about 1,800 machine tools worth about $600 million in the facility. The staff currently builds 100 current and non-current powertrain variations. The assembly line is inconsequential, meaning that you might see an XL1200 followed by a TC110, followed by a TC96 as opposed to say six 883s in a row. The POC ships four to five truckloads of powertrains from its plant daily.
After the brief presentation, I was now armed with a ton of new knowledge and my guides could tell I was itching to bust through the soundproof metal doors leading into the manufacturing/assembly portion of the facility and see the wonders of the POC and the building of the 120R first hand. HB
Source:
Harley-Davidson
Contact your Local Dealer
harley-davidson.com
Anaheim-Fullerton Harley-Davidson
(714) 871-6563 | harleyfullerton.com





